Linija za rezanje z zankami je prilagojena strankam, ki potrebujejo visokohitrostno obdelavo tankih, visoko natančnih materialov za izdelavo več ozkih trakov z izjemno natančnostjo.
|
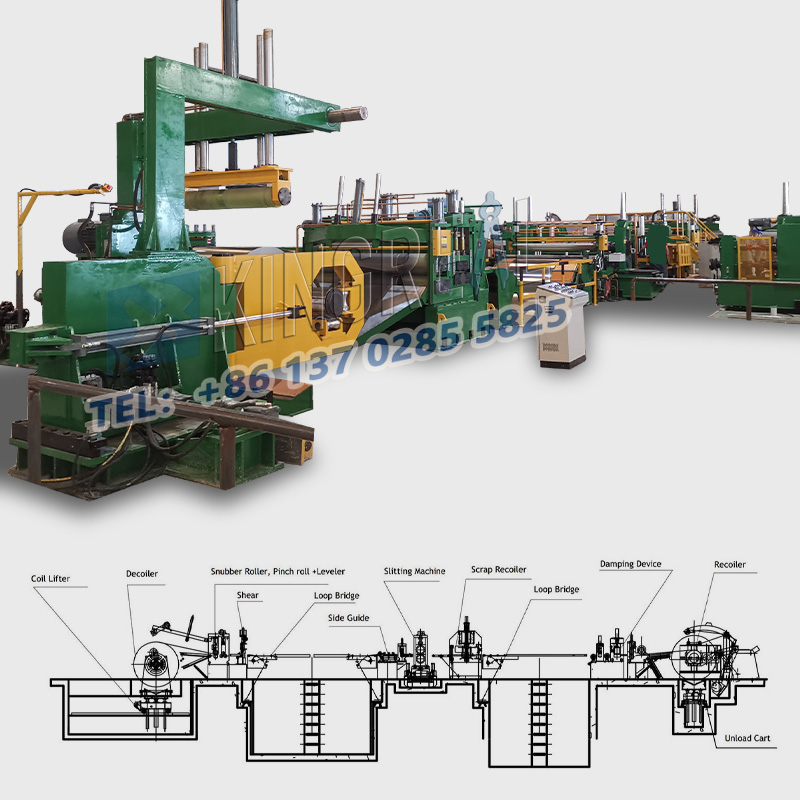
Linija za rezanje z zankami je prilagojena strankam, ki potrebujejo visokohitrostno obdelavo tankih, visoko natančnih materialov za izdelavo več ozkih trakov z izjemno natančnostjo. Široko se uporablja v sektorjih s strogimi zahtevami glede natančnosti rezanja trakov, kot so avtomobilska industrija, industrija elektronike in gospodinjskih aparatov. Z znanstveno zasnovano postavitvijo dosega stroj za rezanje z zankami zelo učinkovite in natančne operacije rezanja. Osrednja konstrukcijska značilnost – in glavna razlika, ki ločuje linijo za rezanje z zankami od standardnih linij za rezanje kovin – je vključitev akumulatorja zanke v obliki jame, ki se nahaja v temelju opreme. Dejanska globina in dolžina te jame sta posebej določeni glede na debelino kovinskega traku in predvideno hitrost rezanja; te mere neposredno določajo natančnost rezanja in stabilnost delovanja stroja za rezanje z zankami.
Za tanjše trakove – ki imajo visoko duktilnost in so nagnjeni k deformacijam – je običajno potrebna globlja jamica, da se zagotovi, da trak ostane stabilno sproščen znotraj akumulatorja zanke, s čimer se prepreči gubanje ali bočno odstopanje med postopkom rezanja. Nasprotno pa je za debelejše trakove, ki kažejo večjo togost in odpornost proti deformacijam, potrebna daljša jamica, da se ustrezno prilagodijo zahtevam traku glede varovanja. Poleg tega z naraščajočo hitrostjo rezanja postajajo zahteve glede globine in dolžine jame zahtevnejše. Samo z izpolnjevanjem teh natančnih zahtev lahko linija za rezanje z zankami poveča svoj potencial visoke hitrosti rezanja, hkrati pa zagotavlja, da kakovost rezanja ostane brezkompromisna, s čimer zagotavlja dosledno delovanje sistema z izjemno natančnostjo in učinkovitostjo. |
 |
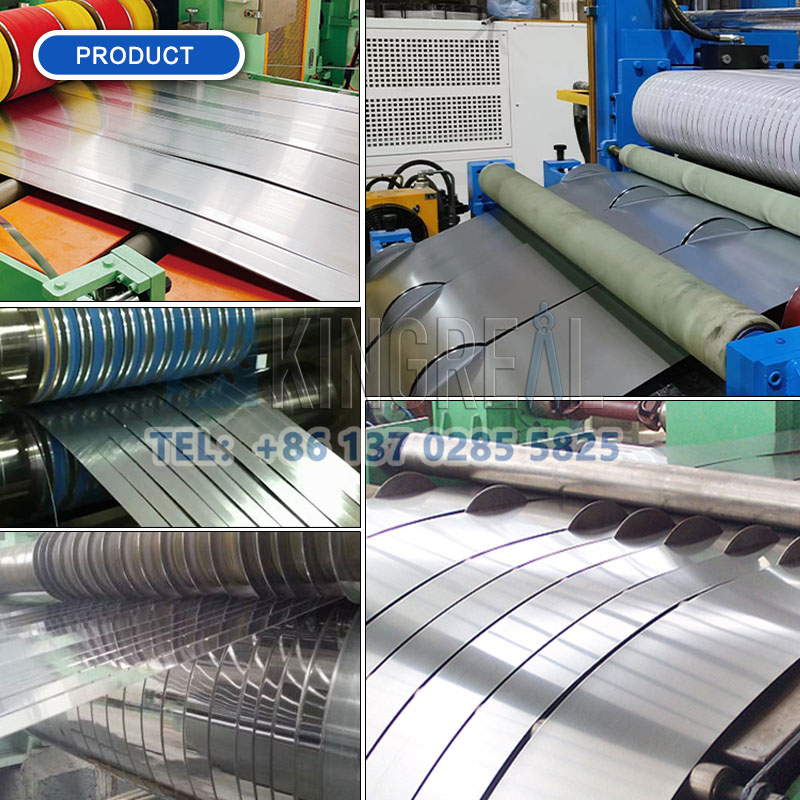
● Visoko učinkovito delovanje — Največje proizvodne hitrosti lahko dosežejo do 230 m/min, s hitrostmi, ki jih je mogoče prilagodljivo prilagoditi posebnim operativnim zahtevam. ● Rezanje z več trakovi — Linija za rezanje z zankami lahko istočasno razreže material na kar 40 ozkih trakov v enem prehodu. ●Popolna avtomatizacija — Stroj za rezanje z zankami je integriran z roko za shranjevanje tuljav križnega tipa in avtomatizirano pakirno linijo za rezanje tuljav, da se v največji možni meri zmanjšajo zahteve ročnega dela.

(1) Linija za rezanje z eno zanko
(a) Rezanje zanke z enim vhodom:Osnovno načelo zasnove te konfiguracije vključuje namestitev akumulatorja zanke pred rezalno enoto. Ta posebna arhitektura znatno izboljša natančnost rezanja in poenostavi postopek rezanja na liniji za rezanje zank. Ta zasnova očitno ustavi drsenje pri rezalnih rezilih, saj omogoča rezanje bodisi z mikronapetostjo bodisi z ničelno napetostjo, s čimer je zagotovljena dimenzijska natančnost razreznih trakov – glavni dejavnik za zmožnost stroja za rezanje z zankami, da izpolni zahteve visoke natančnosti izdelave.
Poleg tega, da dodatno poenostavi strukturo celotnega stroja za rezanje z zanko in zniža proizvodne stroške ter zapletenost vzdrževanja, hkrati pa izboljša učinkovitost delovanja, odvijalnik ne potrebuje dodatnega samocentrirnega mehanizma, saj ga vključuje sama zanka.
(b) Rezanje zanke z enim izhodom: Za to konstrukcijsko konfiguracijo je značilna postavitev zanke za rezalnikom. Po postopku rezanja rezalni trakovi dovajajo razrezovalnik v nenapeto zanko, ki se nahaja med rezalnikom in napenjalno enoto; to predstavlja eno najpogosteje sprejetih shem načrtovanja z eno zanko, ki se trenutno uporabljajo v linijah za rezanje zank. Za rezanje tankih trakov bo morda potreben sistem za vodenje robov na vstopni strani, da se zagotovi stabilno odvijanje tuljave med postopkom rezanja in prepreči, da bi neporavnanost traku ogrozila natančnost rezanja. Ta pristop služi dvema glavnima funkcijama: Prvič, učinkovito preprečuje težave, povezane z asinhronim zvijanjem med posameznimi trakovi – ki so pogosto posledica variacij v debelini traku – z natančnim nadzorom povratne napetosti, da se zagotovi čisto in enakomerno navijanje tuljave.
Drugič, vključitev zanke na izhodni strani omogoča, da trakovi prosto tečejo stran od rezalnih rezil, s čimer se odpravi obraba rezil, ki je običajno povezana z rezanjem pod napetostjo; to učinkovito podaljša življenjsko dobo rezil in zmanjša stroške vzdrževanja opreme. Poleg tega, ker izhodni odsek deluje v stanju brez napetosti, učinkovito preprečuje pojav deformacije - kot je "necking" (zoženje traku) - kar dodatno zagotavlja kakovost razrezanih trakov.
(2) Vrvica za rezanje z dvojno zanko
Glavna značilnost stroja za rezanje z dvojno zanko je vključitev dveh zank v obliki jame, ki sta strateško nameščeni na različnih ključnih lokacijah za delo v tandemu. Ta skupna ureditev dodatno izboljša učinkovitost rezanja in stabilnost linije, zaradi česar je idealna za uporabo pri hitrem rezanju, ki vključuje tanke materiale, kjer se zahtevajo izjemno visoki standardi kakovosti rezanja.
Prva zanka je nameščena med odvijalnikom in rezalnikom ter služi kot kritična komponenta, ki omogoča neprekinjeno in sinhronizirano delovanje celotne linije. Njegova primarna funkcija je blaženje in prilagajanje razlike v hitrosti med postopkom odvijanja in postopkom rezanja. S tem zagotavlja, da postopki odvijanja in rezanja potekajo neprekinjeno in v popolni sinhronizaciji, s čimer preprečuje težave, kot so raztezanje traku, deformacija ali odstopanja pri rezanju, ki bi sicer lahko nastala zaradi neusklajenosti hitrosti. Medtem ostane jekleni trak, ki se nahaja v talni jami, v popolnoma sproščenem stanju. Rezkar vleče trak iz jame za obdelavo; ker med rezanjem ni prisotne protinapetosti, je nastajanje robov učinkovito zmanjšano, s čimer se znatno izboljša kakovost robov razrezanih trakov.
Druga vdolbina za zanko je nameščena med rezalnikom in enoto za napenjanje/odboj. Zaradi napetosti, povzročenih z rezanjem, in inherentnih variacij debeline v samem zvitem kolutu imajo posamezni trakovi, izdelani po rezanju, pogosto manjše razlike v dolžini. Brez ustrezne regulacije bi to neskladje zmotilo povratni proces, kar bi ogrozilo učinkovitost proizvodnje in kakovost izdelka. Ta zankasta jama učinkovito prilagaja in kompenzira te variacije dolžine, s čimer zagotavlja kontinuiteto operacij rezanja in odmika ter odpravlja potrebo po zaustavitvah proizvodnje zaradi izvajanja prilagoditev. Poleg tega prisotnost te zanke olajša sinhroniziran nadzor motorjev, ki poganjajo rezalnik in povratno enoto.
 |
 |
Opomba: Čeprav zankasta jamica ni strogo obvezna za vsako konfiguracijo stroja za rezanje kovin, je nujno potrebna za uporabo z visoko natančnostjo, materiale s tanko debelino, operacije pri visoki hitrosti in postopke rezanja z več prameni. Nasprotno pa se lahko linije za preprosto rezanje, zasnovane za materiale standardne širine in nižje delovne hitrosti, uspešno upravljajo brez zanke.
1) Kako deluje linija za rezanje z zanko?
Stroj za rezanje z zankami odvije kovinsko tuljavo, jo z rotacijskimi noži nareže na ožje trakove in trakove zvije za nadaljnjo obdelavo ali pošiljanje.
2) Katere materiale je mogoče obdelati z linijo za rezanje z zankami?
Stroji za rezanje z zankami lahko obdelujejo različne kovine, vključno z jeklom, nerjavnim jeklom, aluminijem, bakrom, silicijevim jeklom, PPGI in drugimi.
3) Kakšne so prednosti avtomatizacije v linijah za rezanje z zankami?
Avtomatizacija lahko izboljša natančnost in doslednost ozkih trakov, zmanjša ročno delo, poveča proizvodnjo in zmanjša človeško napako.
4) Kako pogosto je treba vzdrževati stroj za rezanje z zankami?
Vzdrževanje zankastih rezalnih linij je razdeljeno na dnevne preglede in občasne remonte. Ekipa KINGREAL STEEL SLITTER bo zagotovila priporočila na podlagi pogostosti uporabe stranke in drugih dejavnikov.
5) Kakšna je življenjska doba rezalnih rezil?
Na življenjsko dobo rezalnih rezil vplivajo obseg proizvodnje, pogoji delovanja in lastnosti materiala. Različice v sestavi in uporabi rezila običajno vplivajo na dolgo življenjsko dobo.

Kot specializirani oblikovalec in proizvajalec linij za rezanje kovin se KINGREAL STEEL SLITTER ponaša z več kot dvema desetletjema obsežnih izkušenj pri načrtovanju in izdelavi linij za rezanje kovin. Z izkoriščanjem globokega tehničnega strokovnega znanja in robustne proizvodne infrastrukture je podjetje do danes uspešno oblikovalo številne linije za rezanje kovin. Ti sistemi so bili uspešno naročeni in trenutno nemoteno delujejo v objektih strank v različnih državah in regijah po vsem svetu ter našim strankam zagotavljajo izjemno učinkovitost proizvodnje in vrednost. Instalacije linij za rezanje kovin KINGREAL STEEL SLITTER obsegajo raznolik geografski odtis – vključno s Savdsko Arabijo, Italijo, Mehiko, Brazilijo, Indonezijo, Kanado, Turkmenistanom in drugimi – pokrivajo vse glavne svetovne trge za obdelavo kovin in vzpostavljajo bogat portfelj mednarodnih projektnih referenc.
Pred kratkim je bila nova linija za rezanje kovin – izdelana v sodelovanju s stranko v Indiji – včeraj uspešno odposlana v naročnikov obrat.
KINGREAL STEEL SLITTER ostaja zavezan nenehnemu optimiziranju načrtov in parametrov delovanja linij za rezanje kovin. S tem, ko smo na tekočem z najnovejšimi tehnološkimi dosežki in se neposredno odzivamo na praktične proizvodne zahteve naših strank, zagotavljamo, da je vsaka linija za rezanje kovin, ki jo dostavimo, popolnoma prilagojena specifičnemu delovnemu okolju in proizvodnim potrebam stranke. Poleg tega KINGREAL STEEL SLITTER strankam zagotavlja obsežen nabor podpornih storitev – vključno z obiski tovarne, prilagojenim dizajnom linije za rezanje kovin, namestitvijo stroja, operativnim usposabljanjem, vzdrževanjem in dobavo rezervnih delov. Z varovanjem celotnega proizvodnega procesa zagotavljamo, da lahko naše stranke uporabljajo svoje linije za rezanje kovin z največjo učinkovitostjo in stabilnostjo.