Vroče valjane linijeje pomembna proizvodna oprema, ki se pogosto uporablja v industriji predelave kovin. Njegova glavna funkcija je razrezati širšo vroče kovinsko tuljavo na več trakov zahtevane širine vzdolž smeri dolžine. Ti trakovi se običajno uporabljajo pri nadaljnjih valjanju, praznjenju, hladnem upogibanju in žigosanju in postanejo osnovni materiali za različne industrijske izdelke. Ta članek bo podrobno predstavil delovni potek, tehnične parametre, skupne težave z delovanjem in rešitve vroče valjanega rezalnega stroja. Če morate pridobiti več parametrov ali video informacij, dobrodošli, da se posvetujete s Kingreal Steel Slitter!

Vroče valjane plošče so jeklene plošče ali trakovi, ki se valjajo po ogrevanju. Njegove glavne prednosti vključujejo:
Visoka žilavost: vroče valjane plošče se predelajo pri visokih temperaturah, kar lahko odpravi nekaj notranjega stresa in izboljša žilavost materiala.
Stroškovno učinkovitost: V primerjavi s hladno valjanimi ploščami imajo vroče valjane plošče nižje proizvodne stroške in so primerne za obsežno proizvodnjo.
Visoka učinkovitost proizvodnje: Vroče valjane rezine lahko hitro in učinkovito prerežejo velike tuljave v potrebno širino, da se prilagodijo spremembam povpraševanja na trgu.
Zaradi teh značilnosti se vroče valjane plošče pogosto uporabljajo v gradbenih konstrukcijah, proizvodnji težkih strojev in drugih poljih.
|
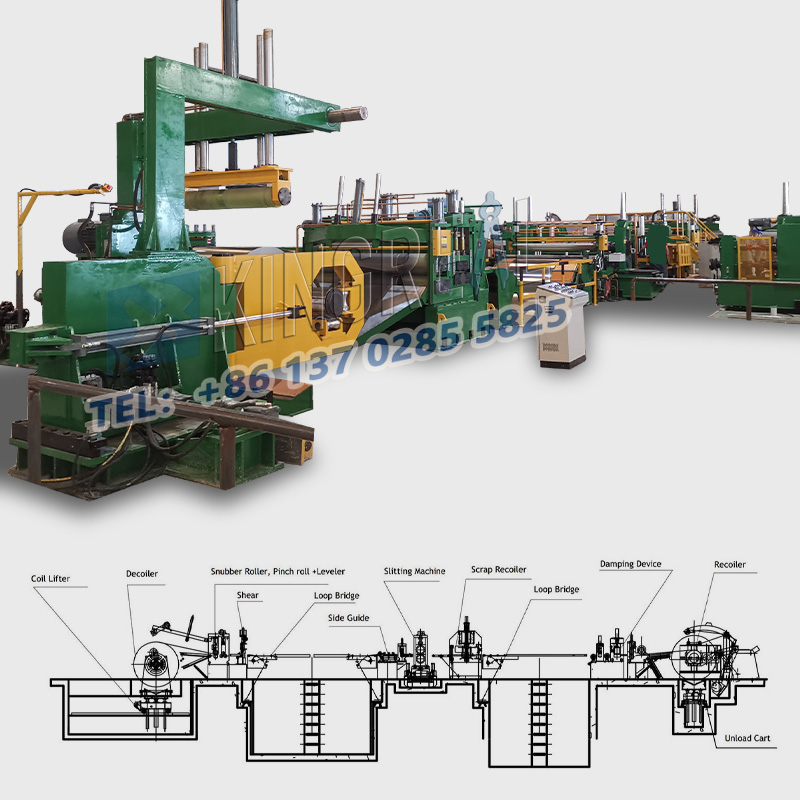
Nalaganje zaVroče valjane linije: Operater napaja vročo valjano tuljavo v dekoilski mandrel. Odklepanje za vroče valjane rezine: Declailer odvije glavno tuljavo in jeklo dovaja v rezalno glavo. Rezanje za vroče valjane linije: pri rezalni glavi se jeklo z vrtljivim rezilom reže v več ozkih trakov. Pregled za vroče valjane rezine: Operater pregleda vsak pramen, da zagotovi, da širina specifikacije in stanje roba izpolnjujeta zahteve. Stresno olajšanje za vroče valjane linije: prameni gredo skozi obročaste jame, da se odpravijo napetost materiala po rezanju in zagotovijo, da se ponovno nagiba brez upogibanja. Pridružitev in embalaža: pakete in pakiranje vsakega pramena v skladu z zahtevami kupcev. |
 |
Model
Model 1
Model 2
Model 3
Model 4
Originalna tuljava
Vroče valjana plošča
Vroče valjana plošča
Vroče valjana plošča
Vroče valjana plošča
Debelina materiala
0,8 mm-6.0 mm
0,8 mm-6,0 mm
2,0 mm-12,0 mm
3,0 mm-16,0 mm
Širina materiala
1600 mm (max)
1800 mm (max)
2000 mm (max)
2200 mm (max)
Teža tuljave
30TON (max)
30TON (max)
30TON (max)
30TON (max)
Natančnost širine
± 0,15 mm
± 0,15 mm
± 0,2 mm
± 0,3 mm
Hitrost enote
120m/min (max)
120m/min (max)
80m/min (max)
60m/min (max)
|
① Vroče valjane rezine z visoko učinkovitostjo rezanje zmogljivosti Pomembna funkcijaVroče valjane rezineje, da lahko hkrati prereže do 40 ozkih trakov. Ta funkcija močno ustreza potrebam strank za obsežno proizvodnjo. S pospeševanjem industrializacije raste tržno povpraševanje po kovinskih trakovih, zlasti v panogah, kot so gradnja, avtomobilska proizvodnja in domači aparati. Visoka zmogljivost rezine vroče valjane linije omogoča proizvajalcem, da v kratkem času zagotovijo veliko število kvalificiranih izdelkov, s čimer se izboljšajo učinkovitost proizvodnje in zmanjšajo stroške na enoto. |
 |
|
② Vroče valjana rezalna linija sprejema popolnoma avtomatiziran dizajn in je opremljena z naprednim krmilnim sistemom za doseganje obratovanja visoke hitrosti. Največja hitrost proizvodnje lahko doseže 120 m/min, kar pomeni, da je mogoče več materialov predelati na enoto časa, kar še izboljša učinkovitost proizvodnje. Popolnoma avtomatizirana zasnova ne samo zmanjšuje potrebo po ročnem posredovanju, ampak tudi zmanjšuje možnost človeških napak v obratovanju in izboljša doslednost in kakovost izdelka. Avtomatizirani krmilni sistem vroče valjane rezine lahko spremlja proizvodni postopek v realnem času in pravočasno prilagodi parametre, da zadovolji potrebe različnih materialov in debeline. |
 |
|
③ -sestavljen vroče valjane rezine Da bi bolje zadovoljili potrebe strankS prilagojene rešitve vroče valjane linije. Glede na risbe, ki jih nudijo kupci in dejanske potrebe proizvodnje, je Kingreal Steel Slitter sposoben oblikovati različne rešitve za proizvodnjo vročega valjanega rezanega stroja, da bi zagotovili učinkovitost in gladkost proizvodnega procesa za kupce. Kingreal Steel Slitter Vroče valjane stroje za rezanje so razdeljene na tri glavne vrste, da se prilagodijo tuljavim različnih debelini: Stroj za rezanje lahkih merilnikov: specializiran za obdelavo tuljav z debelino od 0,2 mm do 3 mm. Srednji merilni stroj: primeren za tuljave z debelino od 3 mm do 6 mm. Stroj za rezanje s težkimi merilniki: sposoben predelave tuljav z debelino od 6 mm do 16 mm. |
 |
TheVroče valjane linijelahko povzroči stransko upogibanje med postopkom rezanja. Lahko ga povzročijo naslednji razlogi:
1. upogibanje surovin:
Stres jeklene plošče med postopkom valjanja ni popolnoma odpravljen. Po vzdolžnem striženju se stres sprosti in plošča upogne. Ko se stres na sredini plošče sprosti na obe strani, se plošča upogne navzven; Ko se stres na obeh straneh plošče sprosti na sredino, se plošča upogne na sredino.
2. upogibanje zaradi Burrsa:
Burrs so večji zaradi nepravilne prilagajanja rezila rezila med vzdolžnim striženjem. Pri valjanju so bupi na robu enakovredni večji debelini plošče, zaradi česar se rob raztegne in upogne.
3. Upogibanje zaradi neenakomernih vrzeli med zgornjo in spodnjo rezino:
Ko so leve in desne vrzeli večje, je tudi vdolbina strižnega dela tudi večja, stran z manjšo vrzeli kot leva in desna vrzela pa ima večji raztežaj, zato se upogne.
4. upogibanje, ki ga povzroča neenakomerna napetost:
Pri valjanju je treba na celotno širino jeklene plošče uporabiti isto napetost. Če je napetost koncentrirana na eni strani, bo prišlo do upogiba.
5. upogibanje, ki ga povzroča hitro gibanje naprave za korekcijo odstopanja:
Če je hitrost korekcije odstopanja prehitra, bo stran v stiku s korekcijo odstopanja delno razširjena in upognjena.
Če je listni material upognjen po vzdolžnem striženju, bo resno vplival na kakovost namakanja pločevine, zato ga je treba odpraviti. Pozornost je treba nameniti razlogom, kot so valjanje listov, prilagoditev opreme in način delovanja.