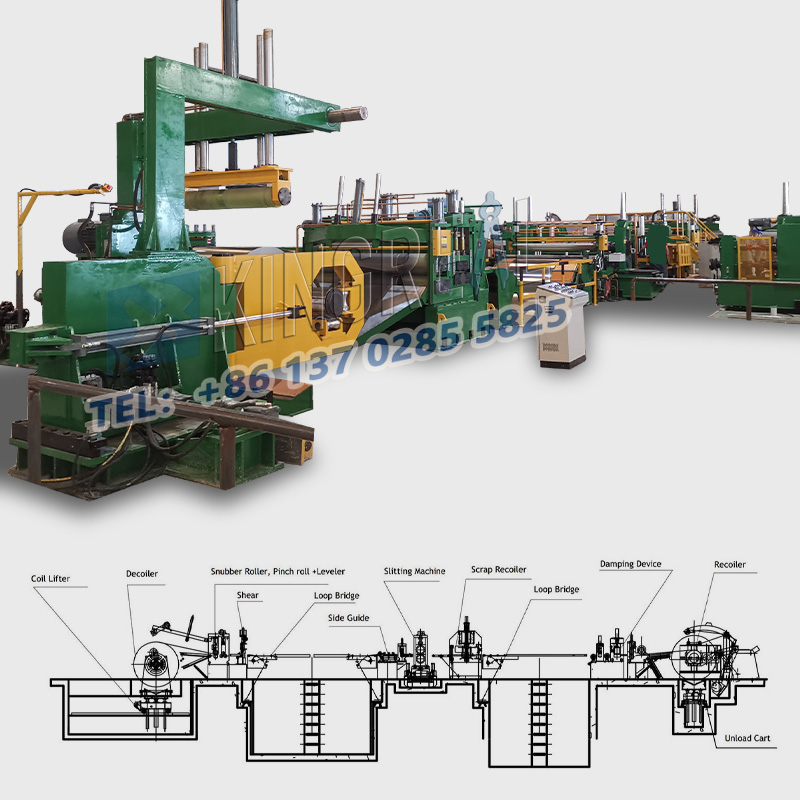
Rezanje iz nerjavečega jekla do dolžinese v kovinski industriji pogosto uporabljajo za natančno striženje različnih kovinskih tuljav, vključno z jeklom, nerjavnim jeklom, aluminijem, železom, hladno valjani, vroče valjani in PPGI.
Kljub odličnim zmogljivostim v proizvodnji lahko stroji iz nerjavečega jekla do dolžine še vedno doživijo odstopanje rezanja med delovanjem.
Ta članek se bo poglobil v odpravljanje odstopanja rezanja v izrezu iz nerjavečega jekla do dolžinskih linij iz treh perspektiv: mehanska struktura, nadzor nad nadzorom in parametri ter združljivost materiala in procesov.

(1) obraba pogonskih komponent
VStroji iz nerjavečega jekla do dolžine, obraba pogonskih komponent je pogost vzrok odstopanja rezanja.
Zobniki, zobniki in druge pogonske komponente, ki že dolgo delujejo, se lahko izpraznijo, kar ima za posledico zmanjšano natančnost hranjenja in posledično vpliva na dimenzije rezanja.
Simptomi rezanja iz nerjavečega jekla do odpovedi dolžine: na primer v tovarni avtomobilskih delov so pogonske prestave iz nerjavečega jekla do dolžine naprave doživele 30% obrabe. Pri nenehnem rezanju 5 mm debelih jeklenih plošč je dimenzijsko nihanje doseglo 0,3 mm, kar je preseglo sprejemljivo območje ± 0,2 mm.
Rešitev: Za reševanje tega vprašanja se priporoča redni pregled pogonskih komponent. Če obraba zobne zob presega 15% ali raztezanje verige presega 2%, jih je treba takoj zamenjati.
Hkrati je treba razmerje prenosa umeriti, da se obnovi mehanska natančnost prenosa. Ta ukrep lahko znatno izboljša stabilnost in natančnost rezanja.
(2) Odliv za železnice z vodniki orodij
Pomemben dejavnik, ki prispeva k odstopanju z rezanjem, je tudi povečan odmik med državnim lastnikom in vodnikom. Sčasoma se tirnica vodnikov orodij nosi zaradi daljšega gibanja, ki se lahko vrti, in ta odmik se lahko poveča, kar vpliva na stabilnost lastnikov orodij.
Simptomi rezanja iz nerjavečega jekla do okvare dolžine: V normalnih okoliščinah mora biti odmik med državnim držalom in vodilno tirnico manjši od 0,05 mm. Prekomerni odmik lahko povzroči, da se držalo orodja med rezanjem niha, kar ima za posledico nihanje velikosti rezanega lista.
Rešitev: Za preverjanje odmika uporabite merilnik Feelerja. Če presega standardno vrednost, prilagodite vstavki za vodilni tirnici ali zamenjajte poškodovano vodilno drsnico. Strojna tovarna je zmanjšala odstopanje rezanja z 0,25 mm na 0,08 mm po tej prilagoditvi, kar kaže na učinkovitost te prilagoditve.
(1) Programske logične napake
VStroj iz nerjavečega jekla do dolžineOperacije, logične napake v programu PLC so tudi pogost vzrok odstopanja rezanja. Neurejena časovna razporeditev navodil za krmo in rezanje v programu lahko sproži rezanje, preden se material popolnoma napaja, kar ima za posledico premajhno zmanjšanje.
Manifestacije rezanja iz nerjavečega jekla do okvare dolžine: na primer v nekaterih primerih se rezanje začne, preden se material v celoti napaja, kar neposredno vpliva na natančnost rezanja.
Rešitev: Priporočljivo je, da uporabite programsko diagnostiko za spremljanje stanja točk V/I in reorganizacijo logike "vir-detekt". Poleg tega dodajte navodila za preverjanje zamude, da zagotovite točnost zaporedja dejanj. Ta optimizacija bo znatno izboljšala delovno stabilnost rezanja iz nerjavečega jekla do stroja.
(2) Nastavitve netočnih parametrov
Netočne nastavitve parametrov so tudi pomemben dejavnik, ki vpliva na natančnost rezanja izrezanja iz nerjavečega jekla do dolžinskih linij. Nepravilni parametri dolžine dovodne dolžine ali neusklajene hitrosti rezanja in dovajanja lahko privedejo do kumulativnih odstopanj.
Simptomi izrezanja iz nerjavečega jekla do okvare stroja: na primer, če je dolžina dovajanja nastavljena na 100 mm, vendar je dejanska dolžina dovajanja 99,5 mm, dolgoročno delovanje bo povzročilo znatno dimenzijsko odstopanje.
Rešitev: Ponovno umerite število dovodnih impulzov (število impulzov na milimeter) in nastavite hitrost rezanja glede na debelino in material plošče. Za debele plošče je priporočljivo, da hitrost rezanja nastavite na največ 30 -krat/minuto, za tanke plošče pa lahko doseže 60 -krat/minuto.
Po popravljanju parametrov je obrat za predelavo iz nerjavečega jekla dosegel kumulativno odstopanje manj kot 0,1 mm za 10 metrov dolge plošče, kar je pokazalo pomen korekcije parametrov.
(1) Neenakomerni stres na plošči
Pri rezanju plošč iz nerjavečega jekla lahko neenakomerni stres po rezanju povzroči vzmetni povratni del, kar vpliva na končno dimenzijsko stabilnost.
Simptomi rezanja iz nerjavečega jekla do odpovedi dolžine: na primer hitrost vzmetne povratne plošče lahko znaša 1-2%, kar lahko povzroči dimenzijsko krčenje po rezanju.
Rešitev: Priporočljivo je, da se na pločevinski kovini izvajate stres, kot je izravnava ali staranje, ali kompenzirate Springback v programu (nastavitev kompenzacijske vrednosti 0,1-0,3 mm, odvisno od materiala). Po odškodnini je hladno valjani mlin z listom dosegel odklon dimenzije ≤0,1 mm, kar je zagotavljalo natančnost rezanja.
(2) nihanje napetosti dovajanja
Stabilnost napetosti dovajanja neposredno vpliva na natančnost rezanja. Če je napetost dovodnega valja nestabilna, lahko pločevina med hranjenjem zdrsne ali naguba, kar ima za posledico nenadzorovane dimenzije rezanja.
Simptomi rezanja iz nerjavečega jekla do okvare dolžine: odpoved nadzora napetosti lahko privede do neenakomernega hranjenja, kar posledično vpliva na kakovost rezanja.
Rešitev: Priporočljivo je pregledati sistem za nadzor napetosti. Pnevmatični napenjalci zahtevajo zamenjavo tesnila, hidravlični napenjalci pa potrebujejo kalibracijo senzorja tlaka. Po prilagoditvah je jekleni trakovi mlin zmanjšala nihanje napetosti s ± 5% na ± 1%, kar je učinkovito izboljšalo natančnost rezanja.
 |
 |
 |
V delovanjuStroji iz nerjavečega jekla do dolžine, odstopanje rezanja pogosto povzroča kombinacija dejavnikov. Obsežna preiskava, ki se osredotoča na mehansko strukturo, nadzorne programe in parametre ter materialna in procesna združljivost, lahko učinkovito prepozna težave in izvaja ciljno popravila.
Z rednim vzdrževanjem komponent prenosa, optimizacijo logike programa, natančno prilagajanjem parametrov in prilagajanjem značilnosti materiala lahko proizvajalci zmanjšajo odstopanja rezanja in ustrezajo strogim natančnim zahtevam za rezanje panog, kot so avtomobilski deli in strojna oprema.
Le z nenehnim izboljšanjem vseh vidikov rezanja iz nerjavečega jekla na dolžino lahko ostane zmaga na močno konkurenčnem trgu.
Upamo, da bodo analiza in predlogi v tem članku zagotovili učinkovite strategije in rešitve za odpravljanje težav za povezane panoge.