Natančnost opreme igra ključno vlogo v proizvodnem procesustroji za razrez pločevine na dolžino.
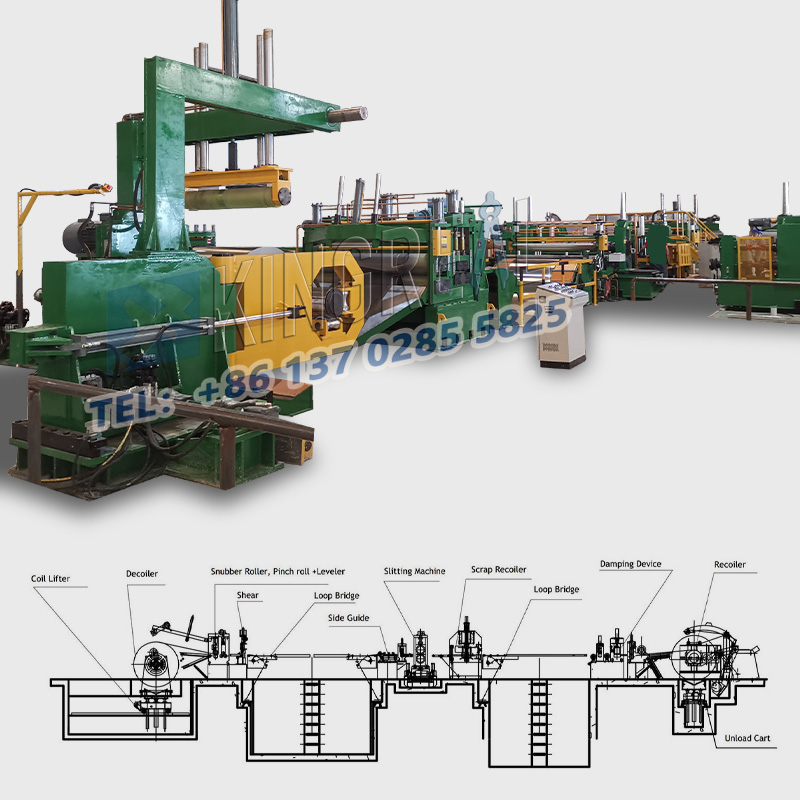
Ta članek se bo poglobil v različne vidike linij za rezanje pločevine na dolžino, vključno z natančnostjo mehanske strukture, natančnostjo električnega krmilnega sistema, kakovostjo in vzdrževanjem orodja, ravnanjem s pločevinastim materialom in pozicioniranjem ter optimizacijo procesnih parametrov, pri čemer bo v celoti razkril skrivnosti kakovosti stroja za rezanje pločevine na dolžino.

(1) Natančnost mehanske strukture za stroj za rezanje pločevine na dolžino
Mehanska struktura apločevina razrezana na dolžinsko črtoje njegova osnova, natančnost izdelave vsake komponente pa pomembno vpliva na njeno splošno delovanje.
Na primer, če ravnost vodilnih tirnic med obdelavo močno odstopa, se bo plošča med transportom premaknila, kar bo povzročilo netočne dimenzije reza.
Poleg tega je natančnost naklona vodilnega vijaka enako kritična, saj neposredno določa natančnost dovajanja materiala. Napake naklona lahko povzročijo odstopanja v dolžini reza, kar vpliva na kakovost končnega izdelka.
Na primer, za tanko bakreno folijo, ki je potrebna za visoko natančne elektronske komponente, so zahteve glede ravnosti vodilne tirnice in točnosti naklona vodilnega vijaka izjemno visoke. Vsako rahlo odstopanje lahko povzroči nekvalificirane dimenzije bakrene folije, kar vpliva na delovanje elektronskih komponent.
(2) Natančnost električnega krmilnega sistema za stroj za rezanje pločevine na dolžino
Električni krmilni sistem linije za razrez pločevine uravnava parametre delovanja opreme. Njegova natančnost neposredno vpliva na hitrost podajanja orodja in položaj rezanja.
Natančno krmiljenje servo motorja je zelo pomembno med obdelavo avtomobilskih delov, zlasti jeklenih plošč z visoko trdnostjo. Zagotavlja konsistentnost dimenzij sestavnih delov in izpolnjuje standarde za sestavo avtomobilov, saj zagotavlja, da vsaka napaka pri lokaciji striga ostane znotraj zelo ozkega območja.
Pomembna je tudi hitrost odziva krmilnega sistema. Hiter in natančen odziv omogoča pravočasno prilagajanje delovnih pogojev stroja, razrezanega na dolžino pločevine, s čimer se izognete težavam s kakovostjo, ki jih povzročajo zamude.
(1)Izbira materiala orodja za stroj za rezanje pločevine na dolžino
notripločevina razrezana na dolge črte, mora izbira materiala orodja temeljiti na značilnostih plošče, ki se obdeluje.
Orodja za hitrorezno jeklo so primerna za običajne mehke jeklene plošče, saj zagotavljajo odlično rezalno zmogljivost in dostopno ceno. Toda orodja iz karbidne trdine so potrebna za obdelavo trdnejših plošč, kot sta nerjavno jeklo in legirano jeklo.
Njihova velika trdota in odpornost proti obrabi resnično podaljšata življenjsko dobo orodja in zagotavljata kakovost reza.
Obdelava plošč iz titanove zlitine v letalskem in vesoljskem sektorju zahteva še strožji material za orodje, zaradi česar je potrebna uporaba posebnih ultratrdnih materialov za orodje, da prenesejo visoko trdnost in žilavost zlitine.
(2) Priprava robov orodja za stroj za rezanje pločevine na dolžino
Na kakovost strižene površine močno vpliva oster in robat rob orodja. Ostri in gladki robovi fino brušenih rezalnih orodij pomagajo zmanjšati število robov in trganj pri striženju pločevine.
Visokokakovostni rezalni instrumenti, na primer pri obdelavi aluminijaste pločevine za arhitekturno dekoracijo, zagotavljajo gladko, enakomerno strižno površino, s čimer zmanjšajo potrebo po naknadnem brušenju in izboljšajo videz izdelka in učinkovitost proizvodnje.
Poleg tega mora biti geometrija roba rezalnega orodja prilagojena debelini pločevine in materialu, da se zagotovi enakomerna porazdelitev strižne sile in s tem prepreči koncentracija napetosti, ki lahko povzroči deformacijo pločevine.
(3) Vzdrževanje in zamenjava orodja za stroj za rezanje pločevine na dolžino
Redno vzdrževanje in nega orodja, kot sta čiščenje in oljenje, lahko učinkovito preprečita rjo in večjo obrabo.
Spremljanje obrabe orodij in takojšnja zamenjava močno obrabljenih orodij je ključnega pomena za zagotavljanje neprekinjenega in stabilnega delovanja linije za razrez pločevine na dolžino. Na splošno je treba zamenjavo orodja upoštevati, ko obraba rezalnega roba doseže določeno stopnjo (npr. 0,2 mm–0,5 mm, odvisno od materiala orodja in pločevine, ki se obdeluje).
Nadaljnja uporaba preveč obrabljenih orodij lahko občutno zmanjša kakovost striženja pločevine, kar vodi do dimenzijskih odstopanj in povečanih robov.
(1) Stabilnost dovajalnega sistema za linijo za rezanje pločevine na dolžino
Stabilen sistem podajanja je bistvenega pomena za zagotavljanje enakomernega in natančnega podajanja listov vstroj za razrez pločevine na dolžino.
Površinska hrapavost in okroglost podajalnih valjev lahko vplivata na gladek transport listov. List bo med transportom vibriral, če so podajalni valji hrapavi ali premalo okrogli, kar povzroča variacije strižnih dimenzij.
Poleg tega je pomembna stabilnost pogonskega navora podajalnega motorja; variacije pogonskega navora lahko povzročijo neenakomerne podajalne hitrosti.
Na primer, pri obdelavi pocinkane jeklene pločevine za ohišja naprav je potreben zelo stabilen sistem podajanja, da se zagotovijo konstantne dimenzije striženja in tako ohrani natančnost montaže.
(2) Natančnost pozicionirne naprave za razrezano pločevino na dolžino
Naprava za natančno pozicioniranje zagotavlja, da je list pravilno nameščen pred striženjem. Natančnost naprave za določanje položaja je treba prilagoditi glede na zahteve glede natančnosti obdelave lista, na splošno pa je treba doseči ±0,1 mm do ±0,5 mm.
Običajne metode pozicioniranja vključujejo mehansko pozicioniranje in fotoelektrično pozicioniranje. Mehansko pozicioniranje ponuja enostavnejšo strukturo, vendar relativno nizko natančnost, medtem ko fotoelektrično pozicioniranje nudi večjo natančnost in hitrejše odzivne hitrosti.
Pri obdelavi listov za komponente natančnih instrumentov se fotoelektrične naprave za pozicioniranje pogosto uporabljajo za učinkovito zagotavljanje natančnega pozicioniranja listov in izboljšanje kakovosti izdelkov.
(1) Nastavitev hitrosti striženja za stroj za rezanje pločevine na dolžino
Hitrost striženja je treba izbrati glede na debelino in material pločevine. Hitrost striženja je mogoče povečati za tanjše plošče, da se poveča izhodna učinkovitost.
Na primer, za tanko bakreno folijo, ki je potrebna za visoko natančne elektronske komponente, so zahteve glede ravnosti vodilne tirnice in točnosti naklona vodilnega vijaka izjemno visoke. Vsako rahlo odstopanje lahko povzroči nekvalificirane dimenzije bakrene folije, kar vpliva na delovanje elektronskih komponent.
(2) Nastavitev strižne reže za črto razreza pločevine na dolžino
Strižna reža se nanaša na razdaljo med zgornjim in spodnjim rezalnim orodjem. Njegova velikost bistveno vpliva na kakovost strižene površine in življenjsko dobo rezilnega orodja.
Premajhna reža bo pospešila obrabo orodja in celo poškodovala orodja, prevelika reža pa bo povzročila robove in raztrganine na striženi površini.
Na splošno mora biti strižna reža nastavljena na 5%-10% debeline pločevine (specifična vrednost je odvisna od materiala pločevine).
Pri obdelavi pločevine iz aluminijeve zlitine se lahko zaradi mehkobe uporabi manjša vrednost. Pri obdelavi tršega jekla pa je potrebna večja strižna reža.