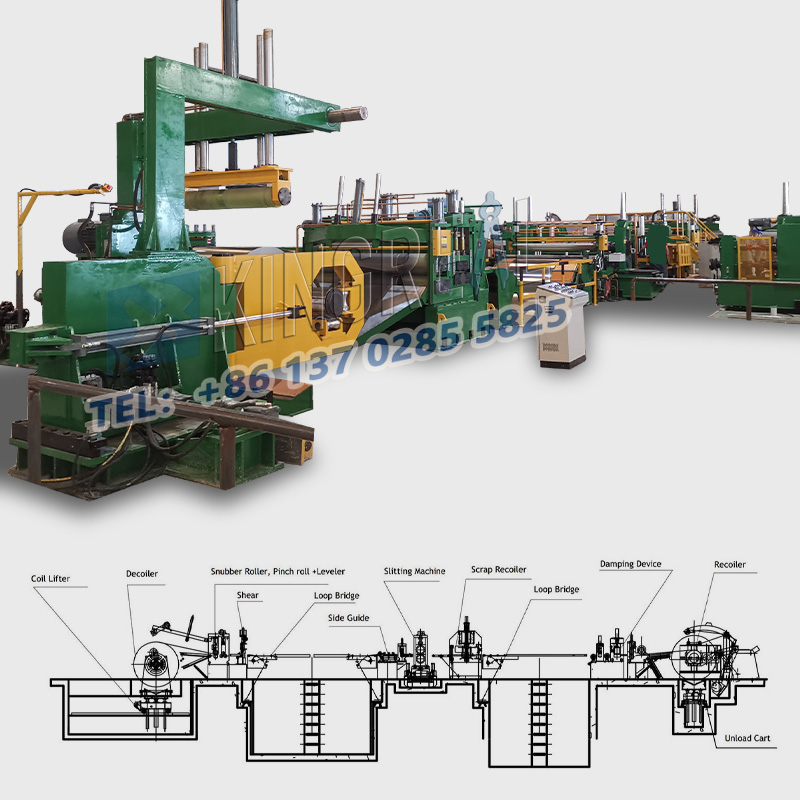
V sodobni industriji,linije za rezanje kovinskih tuljavso ključna oprema za rezanje kovinskih tuljav, zlasti silicijevih jeklenih tuljav. Potem ko jih stroj za rezanje kovinskih tuljav natančno razreže, se tuljave iz silicijevega jekla zložijo v jedra. Osnovna kontrola kakovosti je bistvena za zagotavljanje delovanja električne opreme. Kakšna je torej tesna povezava med linijami za rezanje kovinskih tuljav in kakovostjo jedra? Ta članek KINGREAL STEEL SLITTER bo odgovoril na to vprašanje.

1. Core Burrs in kontrola kakovosti
Velikost zarez jedra je ključni pokazatelj kakovosti rezanja jedra. Prevelike zareze lahko povzročijo kratke stike, povečajo izgube zaradi vrtinčnih tokov in resno vplivajo na velikost in kakovost sklada, kar povzroči povečane izgube jedra. Zato morajo delavci sprejeti različne ukrepe za zmanjšanje robov med delovanjem ali odstraniti obstoječe robove.
Med postopkom rezanja z uporabo astroj za rezanje kovinskih tuljav, so do določene mere vedno prisotne brazde. Za električno opremo, kot so transformatorji, je dovoljena višina robov običajno nastavljena pod 0,03 mm. Neravnine, ki presegajo ta standard, morajo biti vtisnjene. V praksi lahko ustrezen odmik matrice učinkovito nadzira velikost rezin. Ko razpoke na robovih luknjača in matrice tvorijo ravno črto, je najmanjša velikost dobljenega izrezkanega obdelovanca enaka velikosti luknjača, medtem ko je največja velikost enaka velikosti matrice, kar zagotavlja visoko kakovost obdelovanca.
2. Zahteve za namestitev in delovanje stroja za rezanje kovinskih tuljav
Pri namestitvi orodja nastroj za rezanje kovinskih tuljav, mora upravljavec skrbno poravnati, da zagotovi, da se središčne črte zgornjih matric prekrivajo, pri čemer se je treba izogniti ekscentričnosti in križišču. Poleg tega mora biti razdalja okoli rezalnega roba enakomerna, da se prepreči stik ene strani pred drugo. Oblikovalci kalupov morajo skrbno izbrati materiale kalupov, strukturo in razdaljo; medtem ko morajo proizvajalci strogo nadzorovati ključne postopke, kot sta predelava in fino mletje, da zagotovijo, da končni kalup izpolnjuje standarde kakovosti.
Poleg robov se kakovost obdelave linije za rezanje kovinskih tuljav odraža tudi v ravnosti jedra. Odstopanje rezalnega roba odraža velikost notranje napetosti, ki je ni mogoče odpraviti s strojem za rezanje kovinskih tuljav. Zato je treba nadzor izvajati znotraj samega materiala. Med postopkom rezanja odstopanje strižnega roba določa ravnost materiala.
 |
 |
Med postopkom rezanja z uporabo a
Značilno je, da to odstopanje povzroči različne stopnje konveksnosti in konkavnosti, pri čemer dovoljeno območje ukrivljenosti ne presega 0,8 mm znotraj 1,5 m. Zaradi nihanj v oskrbi z električno energijo, dovodom zraka, hidravličnem sistemu, temperaturi olja in drugih dejavnikov lahko motnje povzročijo napake. Zato je treba tem elektroenergetskim sistemom dodati naprave za stabilizacijo napetosti, zmanjšanje tlaka in naprave za konstantni tlak. Poleg tega je treba izvesti različne zaščitne ukrepe za elektronske sisteme, da se preprečijo motnje.
Pod obstoječimi pogoji morajo operaterji poznatilinija za rezanje kovinskih tuljavrazlične nadzorne sisteme in nastavitvene metode za takojšnje prepoznavanje in odpravo morebitnih odstopanj. Samo na ta način je mogoče učinkovito izboljšati proizvodno učinkovitost stroja za rezanje kovinskih tuljav in zagotoviti kakovost jeder.
4. Tehnični parametri in delovanje stroja za rezanje kovinskih zvitkov
Tehnični parametrilinija za rezanje kovinskih tuljavneposredno vplivajo na kakovost proizvodnje jeder. Na primer, material in ostrina rezalnih orodij ter delovna hitrost stroja za rezanje kovinskih tuljav so vsi pomembni dejavniki, ki vplivajo na brušenje in ravnost. Za zagotovitev ostrine rezalnih orodij morajo operaterji redno vzdrževati in menjavati rezalna orodja.
Poleg tega je treba delovno hitrost linije za rezanje kovinskih tuljav prilagoditi glede na značilnosti materiala. Pri obdelavi silikonskih jeklenih tuljav različnih debelin in trdot lahko ustrezna nastavitev delovne hitrosti učinkovito zmanjša robove in izboljša kakovost striženja.
5. Pregled in nadzor kakovosti
Za zagotavljanje kakovosti jeder je treba vzpostaviti celovit sistem nadzora kakovosti. Medstroj za rezanje kovinskih tuljavmed delovanjem je treba rezana jedra redno pregledovati, da preverite indikatorje, kot sta višina bruha in ravnost. Če se odkrijejo kakršne koli težave, je treba parametre linije za rezanje kovinskih tuljav nemudoma prilagoditi ali pa operaterje prekvalificirati, da zagotovijo, da vsaka serija izdelkov ustreza standardom kakovosti.
Poleg tega je treba med proizvodnim procesom zabeležiti različne kazalnike kakovosti za kasnejšo analizo in izboljšave. Z analizo podatkov je mogoče identificirati možne dejavnike, ki vplivajo na kakovost jedra, kar omogoča izvajanje ciljnih ukrepov za izboljšanje.
6. Prihodnje smeri razvoja strojev za rezanje kovinskih tuljav
S tehnološkim napredkom se nenehno razvija tudi tehnologija linij za rezanje kovinskih tuljav. V prihodnosti inteligentni in avtomatiziranistroji za rezanje kovinskih kolutovДата:25.11.2025Med tem procesom je usposabljanje operaterjev ključnega pomena. Delavci morajo obvladati delovanje nove linije za rezanje kovinskih tuljav in biti sposobni takoj rešiti vse težave, ki se pojavijo med postopkom rezanja.
 |
 |
Razmerje medstroji za rezanje kovinskih kolutovin osnovna kakovost je tesno povezana. Z racionalnim nadzorom parametrov linije za rezanje kovinskih tuljav, strogim uveljavljanjem operativnih postopkov in vzpostavitvijo celovitega sistema nadzora kakovosti je mogoče kakovost jedra učinkovito izboljšati, zmanjšati neravnine in odstopanja od ravnosti. V prihodnosti se bo z nenehnim razvojem inteligentne tehnologije učinkovitost proizvodnje in raven nadzora kakovosti strojev za rezanje kovinskih tuljav še povečala, kar bo zagotovilo trdno jamstvo za delovanje električne opreme.
KINGREAL STEEL SLITTER upa, da bo ta članek zagotovil dragoceno referenco za praktike v sorodnih panogah in spodbudil napredek tehnologije rezanja kovinskih tuljav.