Stroji za rezanje kovinse uporabljajo za proizvodnjo ozkih trakov, ki izpolnjujejo zahteve kupcev, iz kovinskih zvitkov, kot so nerjavno jeklo, jeklo, aluminij, baker, vroče valjani, hladno valjani in PPGI, s postopki, kot so odvijanje, rezanje in zvijanje. Te linije za rezanje kovin se pogosto uporabljajo na področju obdelave kovin. Kot ključna povezava v fini obdelavi kovinskih zvitkov stroj za rezanje kovin povezuje surovine s proizvodnjo nadaljnjih končnih izdelkov. Med njimi je še posebej veliko povpraševanje po linijah za rezanje kovin na področjih, kot so avtomobilski deli, ohišja gospodinjskih aparatov in proizvodnja cevi.
Zato lahko razumevanje linij za rezanje kovin in procesov rezanja pomaga podjetjem optimizirati proizvodne postopke, zmanjšati materialne odpadke, izboljšati natančnost izdelkov in postaviti temelje za kasnejšo učinkovito proizvodnjo. V tem članku bo KINGREAL STEEL SLITTER s petimi nasveti za vsakogar predstavil ključno znanje o strojih za rezanje kovin in postopkih rezanja.

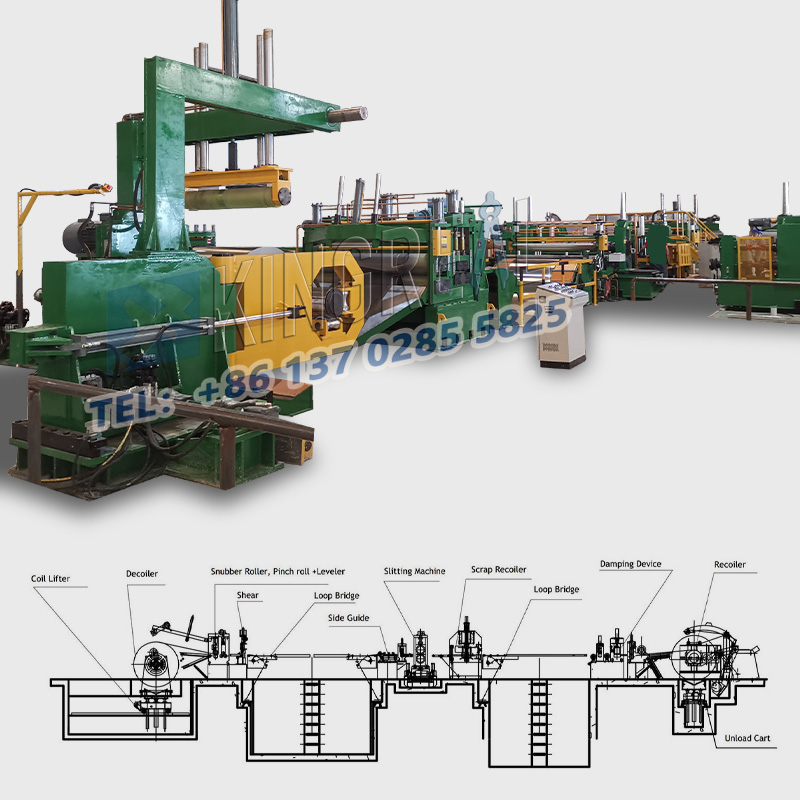
- Odvijalna enota za linijo za rezanje kovin
Odvijalnik se uporablja za stabilno sprostitev kovinskih tuljav, kot so jekleni trakovi in aluminijasti trakovi, s čimer se prepreči odstopanje ali neenakomerna napetost tuljav. Na splošno odvijalnik, opremljen s strojem za rezanje kovin, vključuje podporno gred tuljave in sistem za nadzor napetosti. Nekateri stroji za rezanje kovin so opremljeni tudi s samodejno centrirno napravo za prilagajanje kovinskim kolobarjem različnih širin/debelin.
- Enota za vodenje in izravnavo za linijo za rezanje kovin
Opremljanjelinija za rezanje kovinOzki kovinski trakovi so po rezanju lepo zviti v zvitke, da se olajša naknadno shranjevanje, transport ali neposreden vstop v naslednji postopek obdelave (kot je vtiskovanje, krivljenje). Napetost navijanja mora biti usklajena s hitrostjo rezanja, da se prepreči raztezanje in deformacija traku ali zrahljanje med navijanjem, kar zagotavlja tesnost končnega materiala v zvitku.
- Rezalnik za linijo za rezanje kovin
Stroj za rezanje kovin reže široke kovinske zvitke v ozke trakove glede na vnaprej nastavljeno velikost z več kompleti rezalnih nožev. Med njimi je natančnost nastavitve razmika med skupinami nožev stroja za rezanje kovin običajno ±0,1 mm. Material rezil bodo izbrali inženirji KINGREAL STEEL SLITTER glede na naravo strankinih materialov za obdelavo, kot so hitrorezno jeklo, trde zlitine, združljive s kovinami različnih trdot.
- Navijalna enota za stroj za rezanje kovin
Ozki kovinski trakovi so po rezanju lepo zviti v zvitke, da se olajša naknadno shranjevanje, transport ali neposreden vstop v naslednji postopek obdelave (kot je vtiskovanje, krivljenje). Napetost navijanja mora biti usklajena s hitrostjo rezanja, da se prepreči raztezanje in deformacija traku ali zrahljanje med navijanjem, kar zagotavlja tesnost končnega materiala v zvitku.
1. korak: Pregled tuljav in nastavitev parametrov za linijo za rezanje kovin
Preizkusite material (kot je ogljikovo jeklo, nerjavno jeklo, aluminijeva zlitina, silicijevo jeklo itd.), debelino (0,2-16 mm) in širino kovinske tuljave ter ujemajte ustrezne parametrelinija za rezanje kovin. V krmilni sistem opreme vnesite ključne parametre, kot so širina reza, hitrost navijanja in vrednost napetosti.
2. korak: Odvijte in izravnajte za linijo za rezanje kovine
Zaženite odvijalnik, da sprosti material tuljave, ga poravnajte skozi vodilni mehanizem in nato odpravite notranjo napetost materiala tuljave skozi izravnalni valj, da zagotovite, da material tuljave gladko vstopi v postopek rezanja.
3. korak: Natančno rezanje za stroj za rezanje kovin
Skupina rezalnih nožev izvaja vzdolžno rezanje tuljave v vnaprej nastavljenih intervalih in hkrati fiksira tuljavo preko stiskalnega mehanizma, da prepreči premik tuljave med rezanjem. Spremljajte kakovost rezanja robov v realnem času (na primer brez robov in zvitih robov) in natančno prilagodite pritisk ali hitrost kompleta orodij, kot to zahteva situacija.
4. korak: Odmik stroja za rezanje kovin
Ozki trakovi po rezanju vstopajo v navijalnik skozi vodilni valj in se navijajo v zvitke glede na prednastavljeno napetost. Nekateri modeli so opremljeni s funkcijami samodejnega rezanja in označevanja
 |
 |
Glede na različne zahteve strank je KINGREAL STEEL SLITTER oblikoval različne vrste linij za rezanje kovin. Sledi načrt izdelave stroja za rezanje kovin.
Po kovinskem materialu: stroj za rezanje tuljav iz nerjavečega jekla, stroj za rezanje jeklenih trakov, stroj za rezanje tuljav iz silikonskega jekla, stroj za rezanje aluminijastih tuljav ....
Po debelini materiala:lahek stroj za rezanje(0,2-3 mm),Nasvet 2: Postopek rezanja(3mm-6mm),težki stroj za rezanje(6-16 mm).
Po stopnji avtomatizacije:popolnoma avtomatski stroj za rezanje kovin, polavtomatska linija za rezanje kovin.
Po prilagoditvi:visokohitrostni stroj za rezanje kovin, stroj za rezanje tuljav z dvojno rezalno glavo, Po stopnji avtomatizacije:.
Težava 1: Med rezanjem robov se pojavijo neravnine in zaviti robovi
Možni vzroki: obraba/pasivacija rezila, neustrezna nastavitev razmika med skupinami rezil in neskladje med hitrostjo rezanja in kovinskim materialom.
1. rešitev: Redno pregledujtelinija za rezanje kovinin zamenjajte rezila, ponovno umerite razmik med skupinami rezil in prilagodite hitrost rezanja glede na trdoto kovine.
Problem 2: Preveliko odstopanje v širini trakov po rezanju
Možni vzroki: Netočno centriranje tuljave, nezadostna natančnost pozicioniranja skupine orodij in nihanje napetosti, ki povzročajo premik tuljave.
Rešitev 2: Preverite funkcijo centriranja vodilnega mehanizma stroja za rezanje kovin, znova umerite sistem za pozicioniranje skupine nožev in optimizirajte parametre nadzora napetosti.
Težava 3: Material zvitka po navijanju postane ohlapen ali naguban
Možni vzroki: nezadostna ali neenakomerna napetost navitja, nesinhrona hitrost navijanja in hitrost rezanja, nepopolna izravnava materiala tuljave.
Rešitev: Prilagodite napetost navijanja na ustrezno vrednost, hkrati optimizirajte hitrosti rezanja in navijanja ter preverite, ali so valjčne gredi ravnalnega stroja v stroju za rezanje kovin obrabljene.
*Preverjanje kakovosti postopka rezanja
Dimenzijski pregled: Uporabite čeljusti in laserske merilnike širine, da preverite točnost širine in debeline ozkih trakov, da zagotovite, da izpolnjujejo zahteve naročila.
Vizualni pregled: Vizualno ali z orodjem preverite, ali je odrezani rob gladek in brez robov ter ali so na površini materiala zvitka praske ali gube.
Testiranje delovanja: preverite, ali so bile mehanske lastnosti kovine po rezanju (kot je natezna trdnost) poškodovane zaradi obdelave.
*Dnevno vzdrževanje strojev za rezanje kovin
Redno čiščenje: odstranite kovinske ostanke iz notranjostilinija za rezanje kovinda preprečite, da bi se zataknila v orodni sklop ali vplivala na natančnost vodilnega mehanizma.
Mazanje komponent: redno dodajajte mazalno olje gibljivim delom, kot so ležaji skupine za nastavitev orodja in gredi za odvijanje/navijanje, da zmanjšate obrabo
Vzdrževanje rezil: redno polirajte in pasivirajte rezila ali jih zamenjajte glede na stopnjo obrabe, da preprečite vpliv na kakovost obdelave zaradi težav z rezili.
Kalibracija sistema: mesečno/četrtletno umerite parametre v krmilnem sistemu PLC, da zagotovite, da je linija za rezanje kovin v natančnem delovnem stanju.