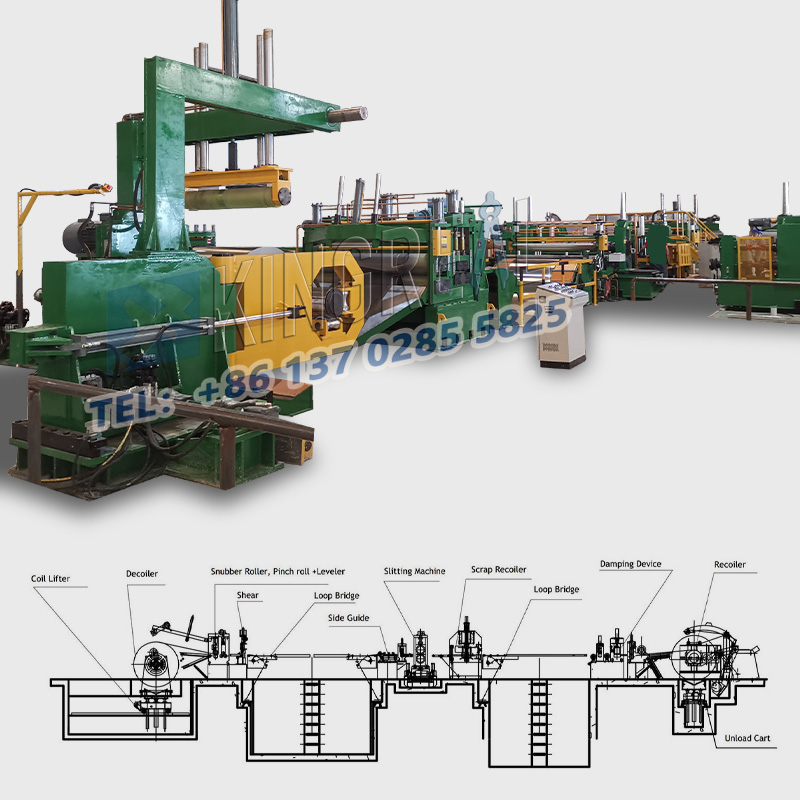
Linije za rezanje jeklenih tuljavizvajajte postopke, kot so odvijanje, rezanje in previjanje širokih zvitkov materiala za izdelavo ozkih trakov z visoko natančnostjo in brez robov. Vendar pa lahko med delovanjem stroja za rezanje jeklenih tuljav pride do nekaterih nenormalnih pojavov, vključno z nenormalno obliko navitja in deformacijo pločevine pri obdelavi. Ta članek proizvajalca KINGREAL STEEL SLITTER bo zagotovil podrobno razlago, kako rešiti običajne težave v linijah za rezanje jeklenih kolutov, da se zagotovi učinkovito delovanje.
1. Mehka tuljava
-Fenomen: Zaradi ohlapnosti jeklena tuljava razvije mehko tuljavo ovalne oblike, ko jo snamete z gredi stroja za previjanje.
-Rešitev: Prepričajte se, da je na začetku navijanja dovolj napetosti, nato pa počasi zmanjšujte tlak, ko se volumen tuljave povečuje. Pravilna nastavitev napetosti lahko učinkovito prepreči nastanek mehkih tuljav.
2. Neenakomerno navijanje
-Fenomen: jeklena tuljava kaže teleskopsko obliko, ki je posledica nepravilnega navijanja.
-Vzroki in rešitve:
A. Nezadostna napetost: Če je začetna napetost nizka, bo med končno obdelavo zagotovo prišlo do neusklajenosti. Začenši z navijanjem je priporočljivo povečati napetost; postopoma zmanjšajte, ko se volumen tuljave poveča.
B. Neuravnotežena napetost: slab rezalni kot ali neporavnanost vodila lahko povzročita neenakomerne dolžine na vsaki strani. Prepričajte se, da je stroj za previjanje pravilno poravnan, da zmanjšate možnost nihanja napetosti; preverite njegove nastavitve.
C. Slab notranji položaj vpetja objemke: nedosleden vpetje povzroči spremembe napetosti; položaj separatorja je treba ponovno prilagoditi, da se zagotovi doslednost.
D. Jekleni trak, ki niha levo in desno v zanki: uporaba mehkih materialov, kot je klobučevina, lahko učinkovito prepreči nihanje.
E. Zaustavitev proizvodne linije: Pri ponovnem zagonu po zaustavitvi je treba posvetiti pozornost obnovitvi napetosti, da se ohrani stabilen tlak navitja.
F. Neustrezna nastavitev širine ločila: Zagotovite, da je širina ločila ustrezno nastavljena, običajno širina končnega izdelka in debelina plošče.
3. Notranji premer oboka
- Pojav: med postopkom navijanja jeklena tuljava nenadoma pokaže notranji premer, ko jo odstranite iz stroja za previjanje.
-Vzrok: To je običajno povezano s prekomerno napetostjo navitja, zlasti pri obdelavi debelih plošč.
- Rešitev: Prilagodite pritisk in zagotovite enakomerno napetost, da se izognete zvijanju notranjega premera.
1. Kačasto upogibanje (srpast upogib)
-Fenomen: striženje povzroči, da se jeklena tuljava upogne v smeri širine.
-Vzroki in protiukrepi:
A. Težave s surovinami: Preostala napetost v matični tuljavi se sprosti po striženju. Med obdelavo materiala je priporočljivo izvajati tretma za razbremenitev.
B. Težave z zarezami: zareze povzročajo neenakomerno debelino robov. Med obdelavo vzdržujte ostra orodja, da se izognete robcem.
C. Neenakomerna razdalja med rezili: Zagotovite enakomerno razdaljo med rezili, da se izognete razteznim razlikam, ki jih povzročajo prevelike ali majhne vrzeli na določenih območjih.
D. Enostranska napetost navijala: vzdržujte enakomerno celotno napetost in prilagodite ločila in napenjalne plošče, da zagotovite doslednost.
E. Preveč tesna stranska vodila: med rezanjem ustrezno nastavite stranska vodila, da preprečite pretirano tesnost.
2. Robni valovi
-Fenomen: Robovi jeklenega traku se zaradi raztezanja deformirajo.
-Vzroki in protiukrepi:
A. Robni valovi, ki jih povzročajo robovi: Okrepite nadzor robov in jih takoj obdelajte.
B. Prevelik pritisk merilnega valja: Prilagodite parametre pritiska valja, da preprečite prekomerno raztezanje.
C. Stranska obraba rezalnih orodij: Za zagotovitev kakovosti rezanja pogosto preverjajte stanje rezalnih orodij.
D. Višinska razlika v stranskih vodilih: Redno preverjajte višino rezalnih orodij, da zagotovite skladnost.
E. Obraba usmerjevalnega valja pred navijalcem: Redno merite obrabo sprednjega valja, da zagotovite enakomerno napetost.
3. Gube v pasu
-Fenomen: Skozi gube se pojavijo v smeri širine jeklene plošče.
-Vzroki in protiukrepi:
A. Gube, ki jih povzroča rezalni nož: Prilagodite velikost gumijastih obročkov, da preprečite, da bi jih rezilno orodje zagrabilo.
B. Težave z obliko surovine: Uporabite ravnalni stroj s tremi valji in izvedite preverjanje kakovosti pred korakom rezanja.
C. Težave z bobnom za raztezanje in krčenje: Zagotovite dober stik med jeklenim trakom in bobnom med postopkom raztezanja in krčenja, da se izognete neravninam.
4. Oznake navijanja
-Fenomen: Neravnina površine raztezajočega in krčljivega bobna navijalnika vpliva na kakovost navijanja.
-Protiukrepi: Redno pregledujte površino bobna, ki se širi in krči, ter jo takoj prilagodite ali zamenjajte.
5. Gube
-Fenomen: Na površini jeklene plošče se pojavijo gube.
-Vzroki in rešitve:
A. Težave s podložnim papirjem: Zagotovite kakovost podložnega papirja in se izogibajte prekrivanju in gubanju.
B. Težave z gumijastimi obročki: Redno preverjajte stanje gumijastih obročkov, da se prepričate, da niso ohlapni.
C. Nepravilna nastavitev napetosti: Okrepite nastavitev napenjalne plošče, da preprečite gube.
Pri odpravljanju težavlinija za rezanje jeklenih tuljavokvare, je treba sprejeti sistematičen pristop. Običajno lahko sledite naslednjim korakom:
-Snemanje podatkov: zabeležite delovno okolje, čas in nastavite parametre, ko pride do okvare.
- Pregled na kraju samem: Opravite vizualni pregled, da opazujete delovni status stroja za rezanje jeklenih tuljav.
-Komunicirajte z operaterjem: vprašajte operaterja o korakih delovanja, preden je prišlo do okvare.
- Odpravljanje težav po korakih: Preverite morebitne težave eno za drugo v skladu z zgornjo klasifikacijo napak.
-Uporaba orodja: za merjenje in prilagajanje uporabite potrebna orodja in instrumente.
KINGREAL STEEL SLITTER upa, da se boste s tem člankom lahko učinkovito spopadli z različnimi težavami pri delovanjulinija za rezanje jeklenih tuljavter zagotoviti stabilno in neprekinjeno proizvodnjo. Pomembna ukrepa za preprečevanje okvar sta tudi redno vzdrževanje in strokovno izobraževanje.