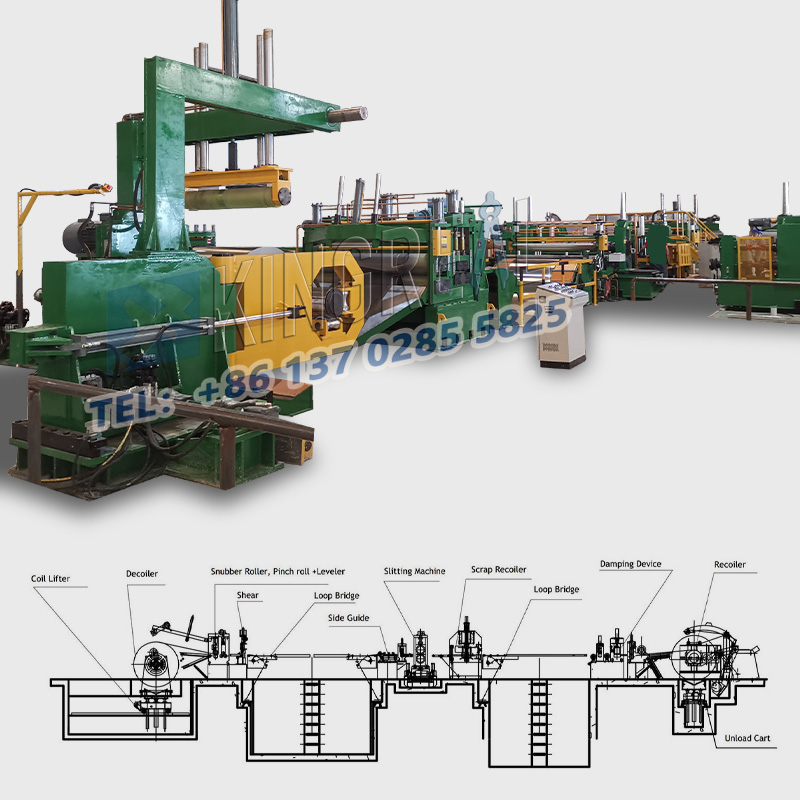
Stroji za rezanje kovinse pogosto uporabljajo v kovinsko predelovalni industriji, predvsem za rezanje velikih zvitkov kovinskega materiala v več ozkih trakov. Vendar pa se lahko med dejanskim delovanjem na linijah za rezanje kovin pojavijo različne nepravilnosti, ki vodijo do zmanjšane učinkovitosti obdelave ali materialnih odpadkov. Ta članek avtorja KINGREAL STEEL SLITTER bo obravnaval več pogostih operativnih težav s stroji za rezanje kovin in zagotovil ustrezne rešitve za pomoč uporabnikom pri boljši uporabi njihovih linij za rezanje kovin.
1.1 Zrušitev tuljave
Po rezanju, ko se jeklena tuljava odstrani iz koluta, se pogosto zruši in postane ovalne oblike. Glavni razlog za ta pojav je nezadostna napetost med postopkom navijanja ali prisotnost olja za preprečevanje rje na površini jeklenega traku, ki preprečuje zadostno trenje med plastmi. Za rešitev te težave je mogoče sprejeti naslednje ukrepe:
1.1.1 Zagotovite zadostno napetost med postopkom navijanja, da preprečite deformacijo tuljave.
1.1.2 Redno pregledujte površino jeklenega traku, da zagotovite, da je čista in brez olja, s čimer zagotovite dobro trenje med plastmi.
1.2 Neravni robovi jeklenih zvitkov
Neenakomerne robove jeklenih kolutov povzročajo predvsem naslednji dejavniki:
1.2.1 Slaba napetost: Šibka napetost na začetku navijanja in močna napetost na koncu navijanja povzroči neenakomerno navijanje. Da bi se temu izognili, je treba napetost povečati na začetku navijanja in zmanjšati na koncu.
1.2.2 Neenakomerna porazdelitev napetosti: Če jekleni trak ni odrezan naravnost na sprednjem robu ali če spone med rezanjem zagrizejo v vodilni rob jeklenega traku, bo to povzročilo neenakomerno porazdelitev napetosti. Pred uporabo se prepričajte, da je rezalni trak tesno pritrjen na površino koluta, da zagotovite enakomerno napetost.
1.2.3 Nihanje v jami z zanko: Če jekleni trak v jami z zanko niha z ene strani na drugo in majhni vodilni valji niso pravilno pritrjeni, lahko povzroči spremembe v kotu natezne plošče, kar povzroči neenakomerno navijanje. Za zmanjšanje nihanja lahko po jami za zanko uporabite preprogo ali klobučevino, da se dotaknete površine jeklenega traku, majhne vodilne valje pa je treba pritrditi.
1.2.4 Nastajanje bruhov: Pri ozkih jeklenih trakovih lahko velike ali neenotne robove na obeh straneh med rezanjem povzročijo neenakomerno navijanje. Priporočljivo je, da jekleni trak obrnete z nastavki, obrnjenimi navzgor, v jami za zanko, tako da narezki gledajo navzdol, kar učinkovito prepreči to težavo.
Po rezanju se lahko jekleni trak deformira, kot je bočni upogib. Razlogi so precej kompleksni:
2.1 Neenakomerna strižna reža:
Na astroj za rezanje kovin, netočne referenčne točke na ramenu rezalne gredi, prevelik aksialni odmik ležaja rezalne gredi ali napake v distančniku ali njegovi debelini lahko povzročijo neenakomerne strižne vrzeli, kar povzroči deformacijo. To situacijo lahko učinkovito preprečite z rednim pregledovanjem in umerjanjem linije za rezanje kovin, da zagotovite njeno normalno delovanje.
2.2 Različica debeline materiala:
Razlika v debelini med srednjim in robnim delom širokega materiala je pogosta težava, zlasti pri zvitih materialih. Zaradi razlik v natančnosti linij za rezanje kovin in tehnik prilagajanja se razlikujejo tudi variacije debeline materialov različnih proizvajalcev. Priporočljivo je, da pred obdelavo izvedete testiranje debeline in prilagodite glede na dejansko razliko v debelini.
2.3 Upogibanje osnovnega materiala:
Notranja napetost, ki nastane v osnovnem materialu med valjanjem, se imenuje potencialna zaostala napetost. Izguba ravnovesja napetosti po vzdolžnem rezanju lahko povzroči upogibanje jeklenega traku. Zato sta izbira visokokakovostnih surovin in optimizacija postopka valjanja pomembni rešitvi.
2.4 Neskladne zareze ali robovi:
Če je debelina plošče večja na strani z večjimi robovi med navijanjem, bo to privedlo do večjega premera tuljave in oblikovalo zavoj v obliki trobente. Da bi to rešili, lahko na drugo stran vstavite papir ustrezne debeline ali pa uporabite postopek rezanja.
2.5 Valoviti robovi traku:
Med postopkom navijanja lahko prisotnost robov povzroči povečano debelino na robu jeklenega traku, kar ima za posledico raztezek roba. Med delovanjem stroja za rezanje kovin je treba vodoravno razdaljo povečati, da se zmanjša bočni pritisk. Poleg tega uporaba rezil, primernih za material, ki ga režete, in zmanjšana obraba rezil prav tako pomagata rešiti ta problem.
3.1 Ujeti z rezili
Če pri rezanju ozkega jeklenega traku tlačna plošča v obliki prsta ne zapolni v celoti reže med obema zunanjima reziloma, lahko jekleni trak zagrabita obe zunanji rezili, kar povzroči gube. Učinkovita strategija za preprečevanje te težave je zapolnitev vrzeli med zunanjima reziloma z ravno tlačno ploščo in zagotovitev, da se na rezila redno nanaša kerozin za zmanjšanje trenja.
3.2 Gubanje na čeljusti navijalnega bobna
Če se jekleni trak med prvim navijanjem pri strojih za rezanje kovin ne prilega tesno ob navijalni boben, se med naslednjim navijanjem lahko pojavijo gube. Da bi se temu izognili, je treba čeljusti navijalnega bobna redno preverjati in se prepričati, da je jekleni trak na začetku navijanja varno in tesno pritrjen na boben.
4.1 Oznake rezila, ki jih povzročajo tlačne plošče
Če višina tlačne plošče ni skladna z vodilno ploščo, lahko povzroči prevelik pritisk na jekleni trak, kar povzroči sledi rezila. Zato je treba višino tlačne plošče redno preverjati in prilagajati, da se zagotovi skladnost z višino vodilne plošče.
4.2 Vibracije tlačne plošče rezila
Ko tlačna plošča rezila vibrira gor in dol, lahko povzroči tudi sledi rezila. Te sledi rezila so običajno občasne, glavni razlogi pa vključujejo upogibanje vretena, prevelik razmik med rezilom in vretenom ter sintranje kovinskih ostankov na drugi strani rezila. Preverjanje stanja vretena in vzdrževanje rezil čistih lahko učinkovito zmanjšata pojav sledi rezil.
Linije za rezanje kovinmed vsakodnevno uporabo neizogibno naletijo na različne težave, vendar se je mnogim težavam mogoče izogniti ali jih ublažiti z natančnim pregledom in vzdrževanjem. Razumevanje in obvladovanje pogostih problemov in njihovih rešitev za stroje za rezanje kovin lahko uporabnikom pomaga optimizirati proizvodne procese in izboljšati delovno učinkovitost. KINGREAL STEEL SLITTER upa, da vam bodo zgornji predlogi zagotovili dragoceno referenco pri uporabi linije za rezanje kovin in zagotovili njeno neprekinjeno in učinkovito delovanje. Če imate kakršna koli vprašanja, se obrnite na KINGREAL STEEL SLITTER!