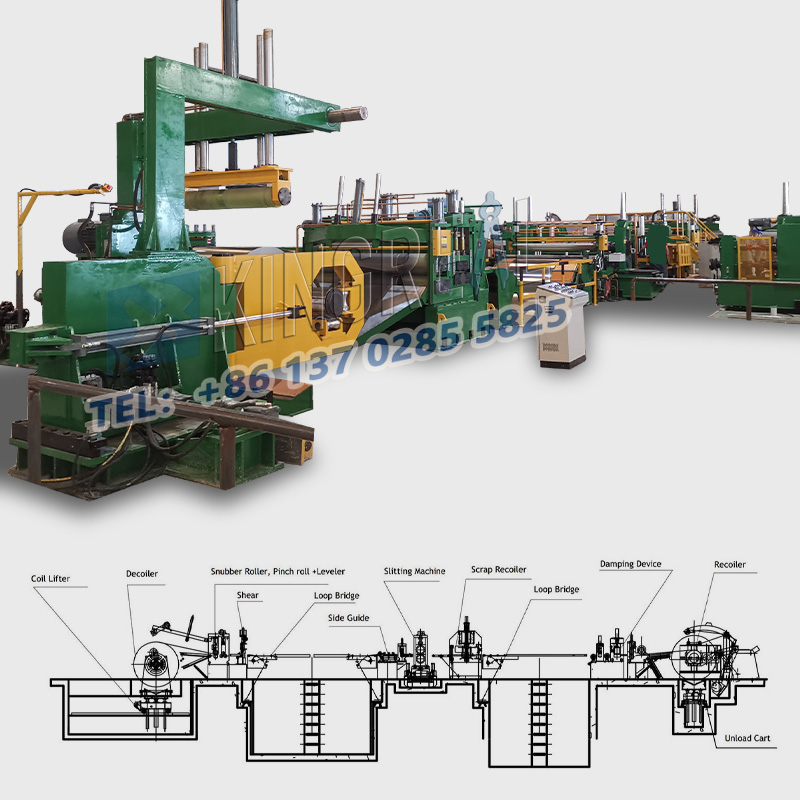
V sodobni proizvodnji,stroji za rezanje kovinintuljava razrezana na dolge vrviceso osnovna oprema za vzdolžno in prečno rezanje kovinskih materialov, ki se pogosto uporabljajo v jeklarski industriji, gradbeništvu, avtomobilski industriji in industriji električnih naprav. Pri nakupu strojev za rezanje kovin in linij za rezanje v zvitke morajo uporabniki v celoti upoštevati svoje potrebe in dejanske razmere, da izberejo najprimernejšo opremo. Ta članek bo podrobno opisal dejavnike, ki jih je treba upoštevati pri izbiri strojev za rezanje kovin in linij za rezanje na dolžino, da bi kovinsko predelovalni industriji pomagali doseči učinkovito, natančno in inteligentno proizvodnjo.
1. Izbira vrste stroja za rezanje kovin glede na debelino materiala
Pri nakupu astroj za rezanje kovin, je debelina materiala ključni dejavnik. Glede na debelino materiala lahko izberete različne vrste strojev za rezanje kovin.
1.1 Tanki materiali (0,2~3 mm)
Veljavni modeli: stroj za rezanje lahkih dimenzij
Ključne zahteve:
Visoko natančno vodenje: Natančnost vodenja mora doseči ±0,01 mm, da se zagotovi natančno in dosledno rezanje.
Nadzor nizke napetosti: Tanki materiali so nagnjeni k nateznim deformacijam med obdelavo, zato je potreben učinkovit sistem za nadzor napetosti, da se prepreči deformacija materiala.
Tanka rezila: Debelina rezila mora biti v razponu od 0,3 do 0,8 mm, da zmanjšate izgubo materiala. Jedro stroja za rezanje kovin je v natančnosti vodenja in nadzoru napetosti. Ti stroji za rezanje kovin so običajno opremljeni z naprednimi sistemi za nadzor napetosti, ki zagotavljajo stabilnost materiala med postopkom rezanja.
1.2 Srednji materiali (3,0~6,0 mm)
Veljavni modeli: stroj za rezanje srednje velikosti
Ključne zahteve:
Stabilen nadzor napetosti: Natančnost nadzora napetosti mora biti znotraj ±2%~5%, da se zagotovi kakovost rezanja materiala.
Držalo orodja visoke trdnosti: Držalo orodja mora imeti visoko trdnost, da učinkovito prepreči deformacijo gredi orodja in izboljša splošno stabilnost stroja.
Izbirni sistem samodejnega brušenja: Ta funkcija podaljša življenjsko dobo rezila, zmanjša pogostost zamenjave orodja in prihrani proizvodne stroške.
Stroji za rezanje srednje debeline morajo uravnotežiti stabilnost materiala in vzdržljivost orodja, da izpolnijo zahteve glede rezanja srednje debelih materialov.
1.3 Debeli materiali (6,0~16,0 mm)
Veljavni modeli: Stroj za rezanje težkih dimenzij
Ključne zahteve:
Okvir visoke trdnosti: Litoželezni ali varjeni ojačani okvir se uporablja za zagotovitev stabilnosti ohišja stroja pri rezanju debelih materialov.
Visokozmogljiv motor: Zagotavlja, da ima stroj za rezanje kovin zadostno strižno silo za obdelavo debelih materialov.
Rezila iz karbidne trdine, odporna na obrabo: Rezila, odporna na obrabo, ohranjajo ostrino pod visokimi obremenitvami, kar zmanjša pogostost menjave rezila.
Pri izbiri stroja za rezanje kovin je upoštevanje debeline materiala bistvenega pomena za zagotavljanje nemotenega delovanja opreme. Izbira ustrezne vrste stroja za rezanje kovin za različne debeline materiala lahko znatno izboljša učinkovitost proizvodnje.
2. Primerjava metod za nadzor napetosti
Nadzor napetosti je ključni dejavnik v procesu rezanja. Različne metode nadzora napetosti so primerne za različne scenarije obdelave; uporabniki morajo izbrati glede na svoje dejanske potrebe.
|
Vrsta nadzora napetosti |
Natančnost |
Veljavni scenariji |
Prednosti in slabosti |
| Mehanska napetost |
±10 % |
Nizka hitrost, zahteve po nizkih stroških |
Nizka cena √ nagnjeni k nihanju × |
| Hidravlična napetost |
±5 % |
Standardni razrez srednje debeline |
Dobra stabilnost √ večja poraba energije × |
| Napetost servo zaprte zanke |
±1 % |
Visoko natančno rezanje tankih plošč |
Hiter odziv in varčevanje z energijo √ višji stroški × |
| Zavorna napetost magnetnega prahu |
±3 % |
Srednjehitrostno rezanje (predelava bakra in aluminija) |
Enostavna nastavitev √ visoka proizvodnja toplote × |
3. Izbira rezila in optimizacija življenjske dobe
Rezila so pomembna sestavina vstroji za rezanje kovin, njihova izbira pa neposredno vpliva na rezultate rezanja in izgubo materiala.
3.1 Primerjava materiala rezila
|
Material |
Uporabni materiali |
Življenjska doba |
Stroški |
| Hitrorezno jeklo (HSS) |
Navadno jeklo, aluminij |
Srednje |
Nizka |
| Trda zlitina (volframovo jeklo) |
Nerjaveče jeklo, silicijevo jeklo |
dolgo |
visoko |
| Rezila s keramično prevleko |
Visoko precizne tanke plošče |
dlje |
višje |
3.2 5 nasvetov za podaljšanje življenjske dobe rezila
Redno brušenje: Priporočljivo je, da rezila preverite in obrusite vsakih 8 ur, da zagotovite oster rezalni rob.
Razumno prekrivanje: Prekrivanje je običajno nastavljeno na 10 %~15 % debeline materiala, da se zagotovi gladko rezanje.
Mazanje in hlajenje: uporaba mazalnega olja med rezanjem zmanjša deformacijo, ki jo povzroči toplotna obremenitev.
Izogibajte se preobremenitvi: Razumno nadzorujte hitrost rezanja in debelino materiala, da preprečite preobremenitev opreme.
Uporabite sistem za samodejno nastavitev orodja: Samodejna nastavitev orodja zmanjša človeško napako in izboljša natančnost.
1. Določite zahteve glede obdelave
Pri nakupu atuljava razrezana na dolžino, najprej določite svoje zahteve glede obdelave, vključno z vrsto materiala, specifikacijami in učinkovitostjo proizvodnje.
1.1 Vrsta materiala in specifikacije:
Uporabniki morajo potrditi vrsto materiala, ki ga je treba obdelati (npr. silikonsko jeklo, ogljikovo jeklo, nerjavno jeklo itd.) ter razpon njegove debeline in širine, da zagotovijo, da lahko izbrana tuljava, razrezana na dolžino, pokriva zahtevane specifikacije materiala in pusti nekaj prostora za razširitev. Na primer:
Lahka vrvica za rezanje na dolžino: Primerna za rezanje materialov z debelino med 0,2-3 mm.
Nit srednje debeline za rezanje na dolžino: Primerna za rezanje materialov z debelino med 0,3-6 mm.
Debela linija za rezanje na dolžino: Primerna za striženje materialov z debelino med 6-25 mm.
1.2 Zahteve glede proizvodne učinkovitosti
Na podlagi obsega proizvodnje in zahtev glede proizvodnje izberite ustrezno hitrost striženja in stopnjo avtomatizacije. Za proizvodnjo velikih količin se priporoča model z visoko hitrostjo; za visoke zahteve glede natančnosti, vendar majhne proizvodne serije, je bolj primeren model z nizko hitrostjo in visoko natančnostjo.
2. Osredotočite se na osnovne parametre delovanja
2.1 Sistem orodij
Materialorodja, kot je cementni karbid ali hitrorezno jeklo, bo vplival na natančnost in vzdržljivost obdelave. Na splošno velja, da višja kot je natančnost rezalnega roba, tem bolje, običajno znotraj ±0,01 mm. Poleg tega je treba upoštevati enostavnost in stroške zamenjave orodja; dajte prednost sistemu orodij, ki omogoča hitro zamenjavo, da zmanjšate čas izpadov.
2.2 Metoda prenosa
Način prenosatuljava razrezana na dolžinoje tudi ključni kazalnik. Modeli s servo motorji običajno ponujajo večjo natančnost in nižji hrup, primerni za tanke plošče in natančno obdelavo; medtem ko modeli s hidravličnim pogonom zagotavljajo močnejši izhod in so primerni za striženje debelih plošč.
2.3 Natančnost pozicioniranja
Natančnost pozicioniranja neposredno vpliva na ravnost in dimenzijsko skladnost reza. Za zagotovitev učinkovite in stabilne proizvodnje je priporočljiva natančnost ponovljivosti ≤±0,02 mm.
2.4 Nadzorni sistem
Dajte prednost krmilnim sistemom znanih blagovnih znamk (kot je Siemens). Njihov uporabniku prijazen vmesnik podpira uvoz CAD ali programiranje po meri, zaradi česar so bolj priročni za uporabo in učinkovito izboljšajo učinkovitost proizvodnje.
3. Varnost in vzdrževanje
3.1 Varnostna konfiguracija
Zagotovitetuljava razrezana na dolžinoje opremljen s fotoelektričnimi zaščitnimi napravami, gumbi za zaustavitev v sili in popolnoma zaprtimi zaščitnimi pokrovi za zagotavljanje varnosti operaterja. Te varnostne funkcije ne le zmanjšujejo tveganje nesreč, ampak so tudi v skladu z ustreznimi industrijskimi varnostnimi standardi.
3.2 Enostavnost vzdrževanja
Uporabniki bi morali razmisliti tudi o enostavnosti vzdrževanja vrvi za narezovanje na dolžino, vključno z enostavnostjo preverjanja sistema mazanja, enostavnosti zamenjave orodja in ali konstrukcijska zasnova vrvi za narezovanje na tuljavo olajša vsakodnevno vzdrževanje in popravila. Poleg tega je ključnega pomena tudi razumevanje, ali proizvajalec zagotavlja dolgoročno oskrbovalno podporo za ranljive dele.
4. Poprodajne storitve
Izbira proizvajalca, ki zagotavlja celovite poprodajne storitve, je bistvena za zagotovitev dolgoročnega stabilnega delovanjatuljava razrezana na dolžino. Dobre poprodajne storitve bi morale vključevati namestitev in zagon, usposabljanje za uporabo, odpravljanje težav z navitjem na dolžino in dobavo rezervnih delov za pomoč uporabnikom pri reševanju različnih težav med uporabo.
5. Preizkus in preverjanje na kraju samem
Pri izbiri vrvice, razrezane na dolžino, priporočamo preskus na kraju samem. Od dobavitelja zahtevajte, da zagotovi obdelane vzorce za vizualno oceno kakovosti striženja vrvice, razrezane na dolžino. To vključuje robove na rezu, pravokotnost in dimenzijsko natančnost, dejavnike, ki neposredno vplivajo na kakovost končnega izdelka.
S temeljitim razumevanjem in obvladovanjem teh dejavnikov lahko uporabniki dosežejo učinkovito, natančno in inteligentno proizvodnjo na področju obdelave kovin. Če imate posebne potrebe gledestroji za rezanje kovinintuljava razrezana na dolge vrvice, se obrnite na KINGREAL STEEL SLITTER. Zagotovili vam bomo strokovno storitev in podporo!