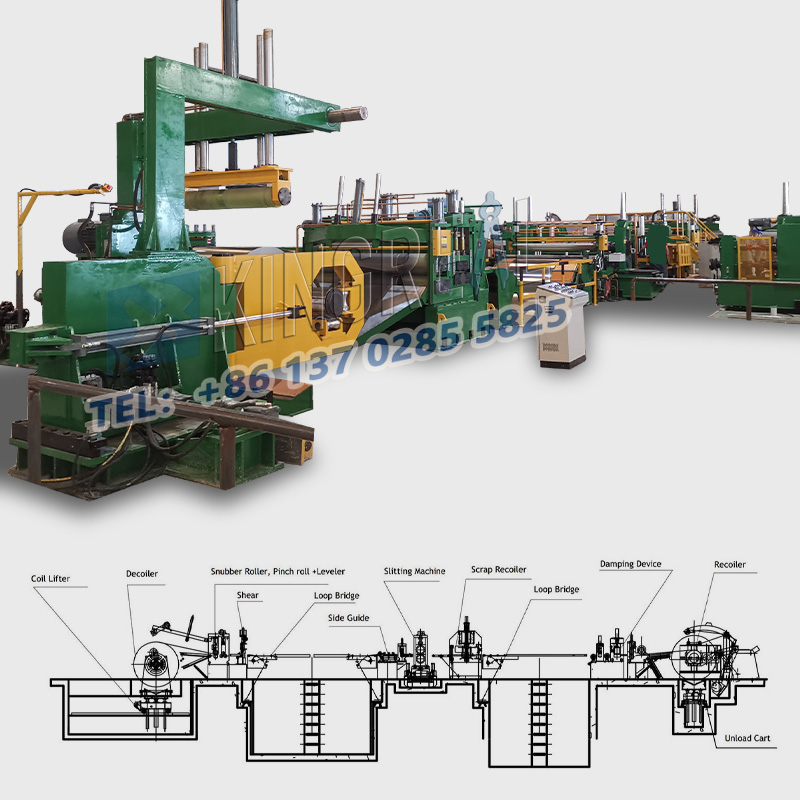
Na področju obdelave kovinskih tuljav,stroji za rezanje jeklenih trakovse uporabljajo za vzdolžno rezanje kovinskih zvitkov, kot so nerjavno jeklo, aluminij, ogljikovo jeklo in silicijevo jeklo. Dimenzijska natančnost ozkih trakov, gladkost reza in prisotnost ali odsotnost robov ali pregibov so neposredno določeni z razdaljo med zgornjim in spodnjim rezilom linije za rezanje jeklenih trakov.
Pri vsakodnevni proizvodnji, kadar koli se spremeni debelina tuljave, ki se obdeluje, ali se uporabijo različni materiali z različno trdoto, mora upravljavec istočasno prilagoditi odmik rezila stroja za rezanje jeklenih trakov.
Ustrezen odmik rezila omogoča, da linija za rezanje jeklenih trakov reže zelo natančne ozke trakove z gladkimi rezi brez robov in enakomernimi plastmi prečnega prereza; neustrezne vrednosti razmika bodo povzročile številne proizvodne napake, kot so zvijanje robov, odkrušenje rezila, upogibanje trakov in kopičenje robov. Ta članek, KINGREAL STEEL SLITTER, bo združil praktične izkušnje s standardi parametrov zračnosti, da bi v celoti razložil logiko prilagajanja, praktične metode in specifikacije za nastavitev parametrov za zračnost rezila strojev za rezanje jeklenih trakov.

Razmerje med odmikom rezila in natančnostjo trakov v strojih za rezanje jeklenih trakov
Odmik rezila stroja za rezanje jeklenih trakov se nanaša na radialno režo, ki ostane, ko se zgornji in spodnji niz krožnih strižnih rezil zapreta. Ta vrednost ni fiksna konstanta, ampak se dinamično spreminja z dvema glavnima spremenljivkama debeline in trdote obdelanega materiala. Ta dva dejavnika neposredno določata kakovost rezanjalinija za rezanje jeklenih trakov.
1. Debelina materiala
Ko se spremeni debelina obdelanega materiala v zvitku, je treba ustrezno prilagoditi odmik rezila stroja za rezanje jeklenih trakov. Če linija za rezanje jeklenih trakov obdeluje debele kovinske trakove, je treba razmik rezila ustrezno povečati; premajhna razdalja bo povzročila, da bosta zgornja in spodnja rezila na silo stisnila listni material, kar takoj poveča obremenitev telesa rezila, kar lahko zlahka privede do zloma rezila in deformacije rezalne gredi, kar znatno skrajša življenjsko dobo nožev in vretena stroja za rezanje jeklenih trakov.
Nasprotno, ko linija za rezanje jeklenih trakov preklopi na obdelavo tankih materialov, je treba zmanjšati oddaljenost rezila. Če je razdalja prevelika, rezila ne morejo v celoti prerezati materiala v obliki pločevine, robovi materiala se bodo med postopkom striženja strgali in na obeh straneh končnega traku se bo pojavilo veliko število robov. V hudih primerih bo imel celoten ozek trak nagnjenost, ki bo presegla tolerance dimenzij in ne bo izpolnjevala zahtev za postopke štancanja, upogibanja in oblikovanja.
Pri izredno tankih kovinskih trakovih z debelino manj kot 0,1 mm se teoretična vrzel med rezili stroja za rezanje kovin približa ničli, pri čemer se zanaša na mikro-prepletanje rezil za doseganje natančnega rezanja.
2. Trdota materiala in natezna trdnost
Različne kovine kažejo znatne razlike v natezni trdnosti in trdoti, kar ima za posledico popolnoma različne razpone rež med rezili, primerne za stroje za rezanje jeklenih trakov. Materiali z visoko trdoto in visoko natezno trdnostjo, kot so debelo ogljikovo jeklo, nerjavno jeklo in silicijevo jeklo, imajo gosto molekularno strukturo in večjo strižno odpornost, kar zahteva večje reže rezil v linijah za rezanje jeklenih trakov. Mehki materiali nizke trdnosti, kot so čisti aluminij in tanke aluminijaste plošče, imajo visoko plastičnost in nizko strižno odpornost, kar omogoča primerno manjše reže med rezili v strojih za rezanje jeklenih trakov.
Fizični princip rezanja kovine ni čisto rezanje, temveč delno striženje in natezno lomljenje pločevine pod pritiskom rezila. Materiali z višjo trdoto imajo večji delež plastičnega loma, zato so potrebne večje reže za doseganje gladkega prereza. Mehki aluminij kaže veliko plastično deformacijo; prevelike vrzeli lahko povzročijo iztiskanje materiala, luščenje in napake kodranja.
Standardna metoda prilagajanja razmika rezila linije za rezanje jeklenih trakov
Trenutno najbolj mainstreamstroji za rezanje jeklenih trakovna trgu se zanašajo na natančne podložke, da dosežejo natančen nadzor razmika rezila. Z dodajanjem ali odstranjevanjem podložk in puš različnih debelin je radialna reža med zgornjim in spodnjim rezilom rezalne gredi natančno nadzorovana. Celoten postopek prilagajanja je sestavljen iz štirih temeljnih operacij:
(1) Ujemanje podložke z osnovno režo
Pred formalnim rezanjem najprej potrdite material in debelino zvitka, izberite osnovno vrednost reže v skladu s tabelo parametrov reže in nato izberite natančne podložke ustrezne debeline za sestavljanje na obeh straneh rezalne gredi in rezil linije za rezanje jeklenih trakov. Natančno usklajena debelina podložke zagotavlja, da so rezila stroja za rezanje jeklenih trakov enakomerno vpeta, kar preprečuje enostransko iztiskanje, krušenje in zvijanje robov med postopkom striženja. To bistveno zmanjša obrabo rezila in podaljša življenjsko dobo celotnega kompleta rezil.
(2) Brušenje in popravljanje koncentričnosti rezila
Če se linija za rezanje jeklenih trakov dlje časa uporablja pri visoki intenzivnosti in se rezila udarijo na eni strani, postane koncentričnost rezila neuravnotežena. Tudi če so specifikacije podložk pravilne, bo razmik rezila med delovanjem nihal. Te vrste okvare ni mogoče prilagoditi s podložkami. Celoten komplet rezil je treba razstaviti z rezalne gredi stroja za rezanje jeklenih trakov, jih poslati profesionalnemu brusilniku za ponovno brušenje in zunanje brušenje, popravljanje koncentričnosti rezila, in nato znova namestiti na linijo za rezanje jeklenih trakov, preden ponovno prilagodite režo podložke.
(3) Popravljanje neuravnoteženih rezalnih gredi
Zgornja in spodnja rezalna gred stroja za rezanje jeklenih trakov sta dolgo časa izpostavljeni strižnim udarcem, kar povzroči rahlo upogibanje in neenakomerno obrabo površine. Med vrtenjem gredi se reža rezila občasno premakne, kar povzroči neravnine na eni strani končnega traku in gladek rez na drugi strani. Da bi to odpravili, je treba stroj ustaviti, sklop rezalne gredi linije za rezanje jeklenih trakov razstaviti, obrabljena območja na telesu gredi zbrusiti in popraviti ter umeriti dinamično ravnotežje rezalne gredi, da se odpravijo nihanja reže, ki jih povzroči vrtenje.
(4) Stabiliziranje strižne reže s pušami
Podložke in ločilne puše so glavne pomožne komponente za prilagajanje reže v stroju za rezanje jeklenih trakov. Nameščeni na obeh straneh vsake skupine rezil, lahko natančno ločijo rezila, nadzorujejo rezalno režo ene skupine in vzdržujejo vodoravno vzporednost zgornjega in spodnjega rezila. Visoko trdna jeklena tesnila in puše zagotavljajo visoko togost in preprečujejo strganje in trčenje rezil po montaži. Zagotavljajo tudi enakomeren razmik med več rezalnimi rezili na celotni rezalni gredi linije za rezanje jeklenih trakov, s čimer ohranjajo dosledno natančnost rezanja na več trakovih.
Specifikacije standardne nastavitve za parametre vrzeli rezila linij za rezanje jeklenih trakov
Osnovna referenca za nastavitev razmika rezilastroji za rezanje jeklenih trakovje debelina, trdota in natezna trdnost obdelanega materiala. Spodnja tabela prikazuje standardno režo za različne običajno uporabljene kovine, združljive z linijami za rezanje jeklenih trakov:
|
Debelina |
Nerjaveče jeklo |
Aluminij |
Jeklo |
Ogljikovo jeklo |
Silicon Steel |
| <0,1 mm |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Prilagoditev razmika med rezili na stroju za rezanje jeklenih trakov je temeljni postopek za nadzor kakovosti končnega izdelka za rezanje tuljav. Natančno ujemanje vrednosti vrzeli neposredno vpliva na učinkovitost proizvodnje, obrabo orodja in stopnjo kvalifikacije končnega izdelka linije za rezanje jeklenih trakov. Med vsakodnevnim delovanjem stroja za rezanje jeklenih trakov si morajo operaterji zapomniti parametre vrzeli, ki ustrezajo materialu in debelini, uporabljati natančne podložke za pravilno nastavitev ter redno pregledovati rezila in rezalno gred, da zmanjšajo proizvodne napake, kot so robovi, odkruški in odstopanja dimenzij.
Za več informacij olinija za rezanje jeklenih trakovzagon, izbira orodja, nasveti za obdelavo tuljav ali prilagoditev popolnoma avtomatskih strojev za rezanje jeklenih trakov, primernih za nerjavno jeklo, ogljikovo jeklo in aluminij, se obrnite neposredno na KINGREAL STEEL SLITTER!