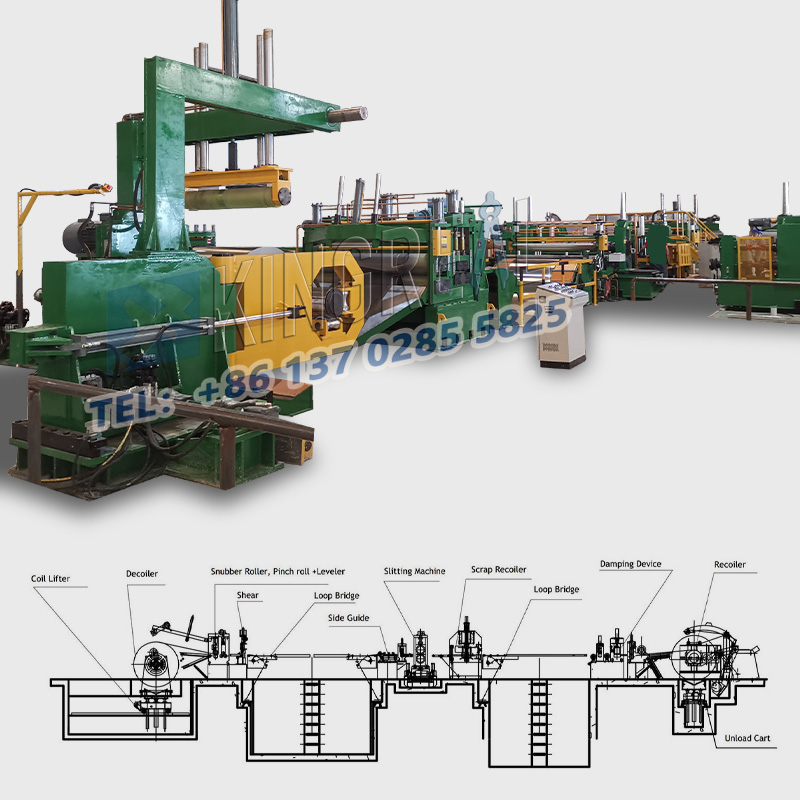
Thelinija za rezanje visoke hitrosti, z največjo delovno hitrostjo 230 m/min, učinkovito zaključi ključne postopke, kot so odvijanje, rezanje in zvijanje kovinskih tuljav, s čimer znatno poveča učinkovitost proizvodnje in natančnost obdelave. Vendar pa je med dolgotrajnim delovanjem z visoko obremenitvijo in visoko hitrostjo stroj za rezanje z visoko hitrostjo nagnjen k različnim napakam zaradi dejavnikov, kot so nepravilno delovanje, obraba komponent in neustrezno vzdrževanje. Te napake ne vplivajo samo na napredek proizvodnje, ampak lahko tudi zmanjšajo kakovost obdelave in celo skrajšajo življenjsko dobo visokohitrostne rezalne linije. Da bi ustreznim operaterjem pomagali pri boljšem reševanju operativnih težav visokohitrostnih rezalnih strojev in zagotovili nemoteno proizvodnjo, bo ta članek podrobno opisal pogoste napake, njihove vzroke in ustrezne rešitve med delovanjem visokohitrostnih rezalnih linij ter delil praktične nasvete za podaljšanje njihove življenjske dobe.
1. Netočne dimenzije rezanja
Netočne dimenzije rezanja so ena najpogostejših težavvisokohitrostni stroji za rezanje, zlasti med delovanjem pri visokih hitrostih. Ko se pojavi ta težava, lahko povzroči serijo podstandardnih izdelkov, kar povzroči materialne odpadke in zamude pri proizvodnji.
Vzroki:
(1) Nestabilen nadzor napetosti. Med postopkom rezanja na liniji za rezanje visoke hitrosti lahko nepravilna koordinacija napetosti med fazami odvijanja, rezanja in navijanja povzroči raztezanje ali krčenje materiala, kar vpliva na dimenzije rezanja.
(2) Močna obraba orodja. Rezila visokohitrostnega rezalnega stroja so nenehno v stanju visoke hitrosti rezanja, kar lahko privede do obrabe robov, otoplitve ali celo zarez. To onemogoča natančen razrez materiala, posledično pride do dimenzijskih odstopanj.
(3) Sistem za korekcijo nenormalnega odstopanja. Naprava za korekcijo odstopanj je ključnega pomena za zagotavljanje natančnega transporta materialov. Če senzor odstopanja ne deluje pravilno ali ni pravilno kalibriran, lahko povzroči odstopanje pri transportu materiala, kar vodi do dimenzijskih odstopanj pri rezanju.
rešitev:
(1) Preglejte regulator napetosti visokohitrostnega stroja za rezanje, da potrdite, da so parametri napetosti nastavljeni v skladu z lastnostmi materiala. Prilagodite napetost med odvijanjem in navijanjem, da zagotovite gladek prehod napetosti med tremi stopnjami, pri čemer se izognete raztezanju ali zrahljanju materiala.
(2) Redno preverjajte stanje rezil. Če opazite kakršno koli obrabo, otopljenje ali zareze, jih zamenjajte z rezili, ki ustrezajo specifikacijam. Po zamenjavi natančno nastavite rezila, da zagotovite natančno centriranje.
(3) Umerite napravo za korekcijo odstopanja, preverite občutljivost senzorja odstopanja, očistite prah in madeže na površini senzorja ter ponovno umerite parametre popravka odstopanja, da zagotovite, da material med postopkom transporta ne odstopa in da zagotovite natančnost dimenzij rezanja.
2. Materialno odstopanje in gubanje
Med delovanjem visokohitrostnih rezalnih linij sta tudi odstopanje materiala in gubanje pogosta težava, zlasti pri tankih kovinskih zvitkih, kjer je težava bolj izrazita. To ne vpliva samo na natančnost rezanja, ampak lahko povzroči tudi materialno škodo, kar vpliva na kasnejšo obdelavo.
Vzroki:
(1) Neuravnoteženi vodilni valji. Vodilni valji v strojih za rezanje z visoko hitrostjo so ključni za podporo in transport materialov. Če vodilni valji niso nameščeni ravno, če so površinsko obrabljeni ali imajo pritrjene tujke, bo to povzročilo neenakomerno silo na material med transportom, kar bo povzročilo odstopanje in gubanje.
(2) Nezadosten zračni tlak. Nekatere aktivacijske komponente visokohitrostnih rezalnih strojev poganja zračni tlak. Če pride do puščanja v sistemu zračnega tlaka ali je tlak nezadosten, bo to povzročilo slabo delovanje povezanih komponent in ne bo uspelo stabilno nadzirati transporta materiala.
(3) Neenakomerna napetost materiala. Podobno kot težava z napetostjo, ki povzroča netočne dimenzije rezanja, lahko čezmerna nihanja napetosti med odvijanjem in navijanjem povzročijo neenakomerno raztezanje materiala med transportom, kar povzroči gubanje in odstopanje.
rešitev:
(1) Prilagodite nivo vodilnih valjev. Ko se linija za rezanje visoke hitrosti ustavi, preglejte vse vodilne valje stroja za rezanje visoke hitrosti, očistite tujke in madeže na površini vodilnih valjev. Če je površina vodilnih valjev obrabljena, jih pravočasno popravite ali zamenjajte. Prilagodite namestitveni kot vodilnih valjev, da zagotovite, da so vsi vodilni valji na isti ravni in da je material med transportom enakomerno obremenjen.
(2) Preverite pnevmatski sistem. Preverite, ali je prišlo do puščanja v pnevmatskem cevovodu, dopolnite zračni tlak do standarda, ki ga določa visokohitrostni rezalni stroj, ter redno čistite in vzdržujte pnevmatske ventile, cilindre in druge komponente, da zagotovite stabilno delovanje pnevmatskega sistema.
(3) Optimizirajte napetost pri odvijanju in navijanju. Glede na debelino, trdoto in druge značilnosti materiala ponovno prilagodite parametre napetosti stroja za rezanje visoke hitrosti, uporabite stabilen način nadzora napetosti in se izognite čezmernim nihanjem napetosti, da zmanjšate odstopanje materiala in gubanje od korena.
3. Nenormalne vibracije ali hrup visokohitrostne linije za rezanje
Ko stroj za rezanje z visoko hitrostjo deluje pri visoki hitrosti in zazna nenormalne vibracije ali oster hrup, to pomeni, da so komponente linije za rezanje z visoko hitrostjo obrabe ali težave z namestitvijo. Če tega ne odpravite takoj, bo to pospešilo obrabo komponent in lahko celo povzročilo okvaro in zaustavitev stroja za rezanje pri visoki hitrosti.
Vzroki:
(1) Obraba ležaja. Prenosni deli in vodilni valji visokohitrostnega rezalnega stroja so vsi opremljeni z ležaji. Dolgotrajno delovanje pri visokih hitrostih lahko povzroči nezadostno mazanje in močno obrabo ležajev, kar povzroči vibracije in hrup med vrtenjem.
(2) Zrahljan pogonski jermen. Pogonski jermen je ključna komponenta za prenos moči v stroju za rezanje z veliko hitrostjo. Pri dolgotrajni uporabi se lahko postara in raztegne, kar povzroči ohlapen pogonski jermen. Med delovanjem se bo drgnil ob škripec, kar bo povzročilo hrup in vplivalo na prenos moči, kar bo povzročilo visoko hitrostno tresenje linije rezanja.
(3) Ohlapne mehanske komponente. Med dolgotrajnim delovanjem visoko obremenjenega stroja za rezanje z visoko hitrostjo se lahko vijaki, sorniki in drugi povezovalni deli zrahljajo, kar vodi do slabe povezave med komponentami in povzroča tresljaje in neobičajni hrup med delovanjem.
rešitev:
(1) Preglejte vse ležaje stroja za rezanje z visoko hitrostjo. Če ugotovite, da je kateri koli ležaj obrabljen, zataknjen ali povzroča neobičajne zvoke, pravočasno dodajte posebno mast za mazanje. Če je obraba huda, nemudoma zamenjajte ležaj, da preprečite, da bi poškodba ležaja vplivala na celotno delovanje visokohitrostne rezalne linije. (2) Prilagodite napetost pogonskega jermena. Ko se visokohitrostni rezalni stroj ustavi, preverite napetost pogonskega jermena. Če je pogonski jermen ohlapen, prilagodite napenjalno napravo. Če je pogonski jermen star ali močno obrabljen, ga pravočasno zamenjajte, da zagotovite, da se pogonski jermen tesno prilega jermenici in da je prenos moči nemoten.
(3) Izvedite celovit pregled vijakov, sornikov in drugih povezovalnih delovlinija za rezanje visoke hitrosti. Zategnite vse ohlapne dele, še posebej se osredotočite na priključne dele menjalnika in pritrdilne položaje vodilnega valja, da zagotovite, da so vsi deli tesno povezani in zmanjšate vibracije in hrup med delovanjem.
(1) Vzdrževanje rezila
-Dnevni pregled: Preden zaženete visokohitrostni rezalni stroj, preverite, ali imajo rezila zareze, rjo ali ostanke materiala. Umazanijo pravočasno očistite, madeže odstranite s posebnim čistilom, po sušenju nanesite mazalno sredstvo proti rji.
-Pravočasna zamenjava: vodite dnevnik statusa rezila. Pravočasno zamenjajte rezila, ki so močno obrabljena ali imajo zlomljene ali razpokane robove, da ne bi vplivala na splošno delovanjelinija za rezanje visoke hitrostizaradi poškodbe rezila.
(2) Upravljanje mazanja
- Mazanje ključnih delov: gibljive dele, kot so ležaji, zobniki, hidravlični cilindri, verige in jermeni, namažite v rednih intervalih. Ležaje/zobnike je treba vsak dan mazati s sintetično mastjo z nizko viskoznostjo, hidravlične cilindre s hidravličnim oljem, odpornim na visoke temperature, vsakih 1000 ur, verige/jermene pa z mastjo na osnovi litija mesečno.
-Očistite pred mazanjem: Pred mazanjem očistite stare oljne madeže, da preprečite prekomerno mazanje, ki absorbira prah in vpliva na učinek mazanja.
(3) Napetost in kalibracija
-Nadzor napetosti: Prilagodite parametre napetosti glede na lastnosti materiala. Na primer, napetost za folije mora biti relativno nizka, medtem ko je za kovinske folije lahko nekoliko večja. Med previjanjem uporabite zoženo napetost, da preprečite stiskanje notranje plasti.
- Redna kalibracija: kalibrirajte centriranje rezila in senzorje vsakih 3 do 6 mesecev. Za hitro linijo za rezanje z visoko pogostostjo uporabe skrajšajte kalibracijski cikel, da zagotovite natančnost rezanja in stabilno delovanje visokohitrostnega rezalnega stroja.
(4) Vzdrževanje prenosnega sistema
-Preverite jermene/verige: tedensko preverite napetost jermenov/verig, da preprečite zdrs ali prekomerno obrabo zaradi pretegnjenosti. Močno obrabljene jermene/verige pravočasno popravite ali zamenjajte.
-Preverite ležaje: vsake tri dni preglejte stanje obrabljenosti ležajev v delih menjalnika. Poslušajte morebitne neobičajne zvoke in občutite pregrevanje. Takoj zamenjajte poškodovane ležaje.
(5) Vzdrževanje električnega sistema
- Očistite odvod toplote: vsak mesec očistite odprtine za odvajanje toplote in ventilatorje električne omarice, da preprečite nabiranje prahu in zagotovite dobro prezračevanje frekvenčnega pretvornika in servo gonilnika.
-Preverite ožičenje: zategnite sponke ožičenja in preverite, ali je kabel star, da se izognete električnim napakam, ki vplivajo na delovanje visokohitrostne linije za rezanje.
S standardiziranim vzdrževanjem je stopnja napakstroj za rezanje visoke hitrostise lahko zmanjša za več kot 40 %, kar znatno podaljša njegovo življenjsko dobo!