Thestroj za rezanje tuljavproizvodna linija je zasnovana za proces rezanja in previjanja različnih kovinskih tuljav v določene velikosti glede na potrebe kupca, ki je zasnovan tako, da je proizvodni princip stroja več. Z vidika mehanske zasnove lahko razdelimo na:

1. Načelo nadzora konstantne napetosti
Za proces navijanja in odvijanja konstantnega nadzora napetosti je bistvo potrebe po poznavanju obremenitve pri delovanju sprememb v premeru zvitka zaradi sprememb v premeru zvitka, ki izhajajo iz ohranjanja delovanja obremenitve, stroj za cepljenje mora slediti spremembam izhodnega navora motorja spremembam premera zvitka in spremembe. Za pretvornik serije V, ker lahko izvaja nadzor navora, tako da lahko dokonča nadzor konstantne napetosti navitja.
2. Izračun sinhrone hitrosti
Ker vemo, da ko frekvenčni pretvornik deluje pri nizki frekvenci, značilnosti AC asinhronskega motorja stroja za rezanje niso dobre, aktivacijski navor je nizek in sublinearen, zato moramo v celotnem procesu previjanja poskusiti da se izognete previjanju motorja za delo v naslednjih 2HZ.
3. Delovanje omejitve hitrosti
Ko je premer zvitka, lahko ugotovite celoten postopek navijanja pri nizki hitrosti.
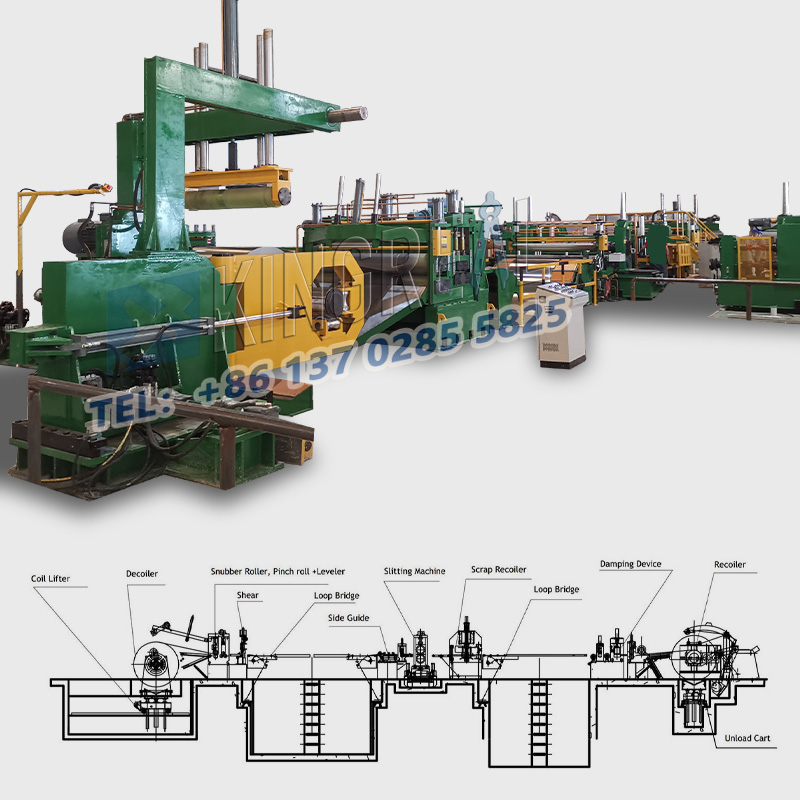
Proizvodni princip je zasnovan tako, da iz proizvodnega procesastroj za rezanje jeklavključuje:

1. Postopek odvijanja: veliki zvitki kovinskega materiala so nameščeni na okvir za odvijanje, stabilno odvijanje kovinske tuljave pa se vzdržuje prek sistema za nadzor napetosti, da se tuljava ne bi zrahljala ali ušla.
2. Postopek ravnanja: kovinska tuljava vstopi v ravnalni stroj, ki je običajno sestavljen iz več valjev, skozi katere se izvaja pritisk na tuljavo, da se odpravi valovanje in upogibanje tuljave.
3. Postopek rezanja: kovinska tuljava vstopi v skupino nožev stroja za rezanje, zgornja in spodnja rezila diska skupine nožev se istočasno vrtijo, kovinski material pa se pri prehodu skozi rezila razreže na trakove vnaprej določene širine. Material rezila in ostrina rezila pomembno vplivata na kakovost in učinkovitost rezanja.
4. Postopek navijanja: Odrezan ozek trak vstopi v navijalni stroj skozi vodilno napravo, navijalni stroj je običajno opremljen z več navijalnimi gredmi, vsaka gred je navita z ozkim trakom, med navijanjem pa se vzdržuje določena napetost, da se zagotovi, da ozek trak je tesno navit.
5. Odstranjevanje odpadkov: robni odpadki se zbirajo in odlagajo z napravami za zbiranje odpadkov, kot sta rezalnik odpadkov ali navijalnik odpadkov, da preprečimo, da bi odpadki vplivali na produktivnost in delovno okolje.